���������ϻ�е��ҵ�У��˶������Ŀ���������Һѹ������ʵ�֣�����ע�ܻ��Ŀ���ģλ�ã�ע��λ�ã�ȫ�Զ��пմ��ܻ�����ģλ�õȵȡ�
������Щ�˶�������λ��ȷ�Զ��ڻ������������ܺ���Ʒ���ȶ��нϴ�Ӱ�죬���磬ע�ܻ���ģλ�õ�ȷ�ȣ������ڻ�е�ֽ���ȡ����Ʒ��ע���յ�λ��Ҳ��Ӱ�쵽ע�����ͳ�Ʒ���ظ����ȡ�
����Ϊ�����λ�þ��ȣ��Ƚ���Ч�����������ִ�л�������Ӧ�;�ȷ�ȣ�ʹ�ø߾��ȵı��������ŷ�����MOOG��REXROTH���������ATOS��������Ӧ��Һѹ������Ʒ��
����Ȼ������Ϊ������������Ƶ�Ԫ �C ���ϻ�е�Ŀ���ϵͳ�������ڵĴ�ͳ�����ǣ���������ߵ�λ�÷������ж϶������ڵڼ����Σ����������Ӧ��������ѹ���������Ƿ�Ҫ����������
��������������ȱ���ǣ����磬����ϵͳ��ģ��λ���Ѿ��ﵽ���趨�Ŀ�ģ�յ�λ�ã�Ȼ��������ѹ���ſ�ʼ�����趨б�¼��٣��ټ��Ϸ�����Ӧ��ʱ���ȵ�ģ��ͣ��֮��ʵ��λ���Ѿ�ԶԶ�������趨ֵ��
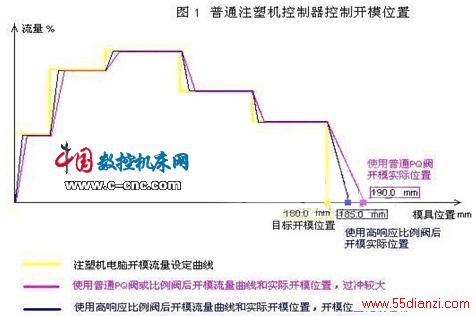
����ͼ1����ͨע�ܻ�����ϵͳ���ƿ�ģλ�õ�Ч��ʾ��ͼ�����Կ���������ʹ�ø���Ӧ�������������Բ��ɱ��⣬����ִ�л�������Ӧ���Խϲ�ʱ�����������⡣
����GEFRAN���ܷ��ף�����������������������Զ���������ȵ��ߣ�������ʮ��������ϻ�е��ҵ���顣���������Ŀ��Ƴ��ϣ�GEFRAN����ϵͳ�����������ĸ����Ա�̣������ڲ������˷ḻ�Ĺ��ܿ⣬��Щ���ܿ⣬�ܷ����˶����̵��ٶȣ�б�£��͵㵽���λ�ã����������㷨������

ͼ2
������ͼ2 ����Ϊ����V1��V2��V3Ϊ���κ㶨�ٶȣ�Q1��Q2Ϊ����λ��ֵ��Ҫʵ�������ĵ㵽��λ�����ߣ�����Ҫ�����м�ļӼ��ٹ��̡�ͼ����Ϊ����ʵ��һ������б�£�Ȼ����ʵ�������½�б�¡��������ϻ�е��˵������б�²��û���ʱ������;�������Ҫ���ٶȱ仯��V�� �� ������������ʱ��T_PLC / ����ʱ��T = ÿ��һ����������������Ҫ���ӵ��ٶ�����仯�������Ļ���ʱ��ļ���б���㷨��������ʵ�֣��������½�б�£�Ҫȷ��ͣ��Q1λ�ã�������ǰһ��λ�þͽ��м��٣������ǰλ��ϵ����ȡ����ִ�л�������Ӧ�ٶȣ�ִ�л�����ӦԽ�죬���ֵ�Ϳ������ԽС���������������ǰλ��ϵ�����Ӷ��ӳ��˶����̵�ִ��ʱ�䡣
��������ʵ�������ļ��ٹ��̣����������ֲ�ͬ���㷨�����ԣ������Ƿ������������ԡ�
������һ�֣�����ʱ��
����if ��STOP_POSITION[i] == TIME_BASED����
����if�� Realpos > startPos�� ��
����if ��StartDecreaseOut[i] > TimeRampValue [i]�� ��
����StartDecreaseOut [i] = StartDecreaseOut [i] �C TimeRampValue[i];
������else��
����StartDecreaseOut [i] = 0;
������
����OutPutTemp = StartDecreaseOut [i];
������else��
����StartDecreaseOut [i] = Real_Output;
������
����return��OutPutTemp��;
������
��һƪ�����ػ����������ϵļ���






