提要:为激光熔覆快速柔性制造金属零件(LRFM),研制了一种新型的同轴送粉喷嘴,制造了一些简单形状的NiCrSiB合金零件,研究了这些金属零件的微观组织、成分均匀性、硬度分布和抗拉强度。要提高激光熔覆快速制造零件的精度必须保证制造过程的稳定性,因而对整个制造过程的主要影响因素进行闭环控制。
关键词:激光快速柔性制造;金属零件;激光熔覆;NiCrSiB
快速成型技术是一种优异的先进制造方法,它能够直接利用计算机CAD模型、无需特定模具而在几个小时之内制造出复杂形状的立体模型或实体。目前快速成型技术包括立体光刻(SLA)、层叠制造(LOM)、选择性激光烧结(SLS)、熔融金属堆积(FDM)、三维印刷(3DP)、轨道粒子制造(BPM)等多种方法。但目前RP技术通常只能制造出非金属原型(如聚合物、蜡、纸或包敷粉末),它们虽然具有良好的形状精度,但是不具备机械强度和机械性能。因此发达国家均大力发展能够直接制造出全密度高强度功能性金属零件的新型快速制造技术[1-8],基于激光熔覆的激光快速柔性制造技术(LRFM)或直接金属沉积(DMD)是快速成型技术的进一步发展,它将现有的快速成型技术推进到金属和高温合金的新高度,是快速成型基本原理和激光加工技术精华的集成。
激光快速制造的基本考虑
LRFM是一种与传统制造方法(去除无用的部分)完全不同的添加式(添加有用部分)制造技术。将一束高功率激光聚焦到工件表面形成熔池,金属粉末被同轴喷入熔池形成熔覆层,根据CAD给定的路线来回扫描激光束便可逐线逐线、逐层逐层地制造出金属零件实体。由于激光熔覆的快速凝固特征,所制造出的金属零件具有优良的质量和强度。LRFM是一种基于激光熔覆的包括激光、CAD、CAM、传感器和粉末冶金的综合制造技术。
激光熔覆最初是一种涂层技术,激光熔覆道沿平面横向多道搭接可以获得高性能的表面涂层,将激光熔覆面沿垂直方向向空间多层叠加便可以制造出三维金属零件。激光熔覆作为一种制造技术,必须考虑以下几个因素:
能够获得各向同性熔覆结果的高质量同轴送粉喷嘴;激光熔覆的三维成型能力;制造精度和它的影响机制;制造过程中关键影响因素的检测;制造过程关键参数的闭环控制;特种CAD/CAM软件的研制;对工作台运动系统和数控系统的特殊要求;激光束质量和外围设备的特定要求。
新型同轴喷嘴的研制
本文研制了一种新型的多功能同轴送粉喷嘴(参见封面照片),能够满足激光快速制造的要求,该同轴喷嘴具有以下特点:
灵活方便的垂直装卸功能;对粉末流的动态均匀化功能;喷嘴内部部件的良好冷却,保证长时间稳定可靠地工作;出口光斑大小的调节功能;适合焦距范围为100-300mm;反射激光能量和反弹金属粉末的再利用功能。
激光制造实验
实验采用RPC3000型快轴流CO2激光器和数控工作台以及正压式气动送粉器和前述同轴送粉喷嘴。熔覆材料为Ni25B镍基合金,成分如下表,基体为低碳钢。
Ni25B粉末成分和性能表

实验结果与讨论
1.LRPM制造简单形状金属零件
基于新型同轴喷嘴的激光熔覆技术,用逐层叠加的方法制造出了一些简单形状(如薄壁、圆筒)的金属零件(如图1),主要工艺参数为:激光功率2kW,光斑直径4.5mm,扫描速度0.1m/min,送粉速度11.2g/min,气体流量l/h。制造圆柱型和简单薄壁简单零件时,采用不加特殊控制的激光熔覆工艺也能制造出表面质量和稳定性相当好的零件。但是,在制造转角零件如五边形时,出现了熔覆堆高高度前后不一的情况,这表明仅仅采用常规激光熔覆的工艺方法和参数是难以保证金属零件的质量的。激光熔覆制造是一个由点到线到面的逐步制造过程,每个零件的制造完成涉及许多熔覆层的叠加,因而激光熔覆的工艺尤其是工艺的稳定性是至关重要的,只有对熔覆制造的关键影响因素如熔池温度、熔覆速度、熔覆高度等因素实行实时闭环控制才能保证整个制造过程的稳定性和制造零件的高精度。
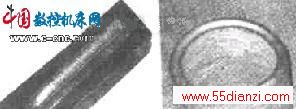
图1 利用LRFM技术制造的简单金属壁和筒状零件






