摘要 介绍了TH76系列数控机床拉刀装置的工作原理,对该装置出现的故障原因进行分析,并采取改进措施,使问题得以解决。
关键词 拉刀装置 故障原因 改进
中图分类号 TG57 文献标识码 B
2004年江苏多棱数控机床股份有限公司76系列、56系列、71系列机床出现刀具夹不紧、弹簧卡爪断裂现象,由于76系列机床已经全面实现产业化,56系列机床也正在加紧产业化步伐,每年这两种机床产销量都很大,占据着公司近一半的产值,它们的质量的可靠性、售后服务就显得尤为重要,因此出现这种情况后公司上下都很重视,公司有关人员在第一时间赶到了故障现场,拆下主轴拉刀装置带回公司。经过仔细观察和细致的分析,很快找到了故障的原因,立即进行了改进,以最快速度对已出厂的存在故障隐患的机床都进行了改后拉刀装置的更换,至今该装置再未出现类似问题,改进效果理想,深受客户好评。由于56系列、71系列机床均是借用TH76系列机床的拉刀装置,下面只对TH76系列机床的拉刀装置故障原因、改进作介绍。
1.拉刀装置的工作原理
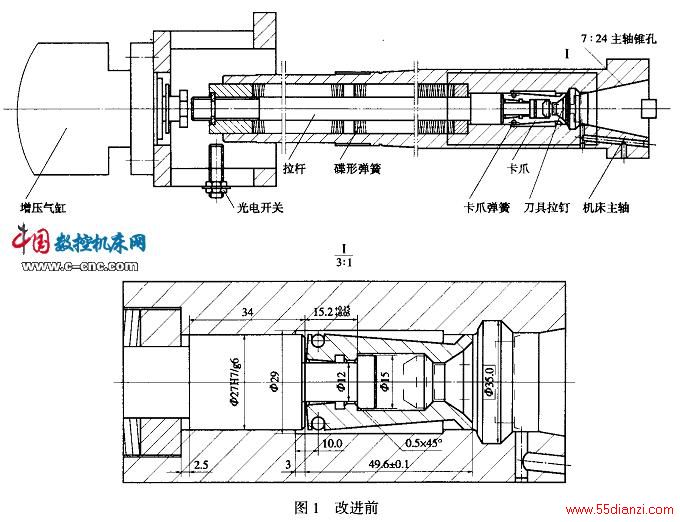
该拉刀装置的工作原理如图1所示,当刀具由刀库或人工送到7:24主轴锥孔后,刀柄后部的拉钉便被送入到主轴中心的拉杆的前端,当增压气缸接收到刀具已被放入主轴锥孔的信号时,增压气缸活塞推杆便向上运动,拉杆在碟形弹簧(在松刀时已被压缩处于储能状态)能量释放反作用力下,也跟着向上运动,拉杆前端的卡爪(卡爪在圆周方向等分割成6片)由于受到卡爪弹簧的紧箍力作用,而与拉杆紧紧相连,因此弹簧卡爪也跟着向上运动,卡爪末端从φ35mm开放的圆柱孔经过锥孔进入φ27mm的主轴圆柱孔,6片卡爪在027mm的主轴圆柱孔中缩小了直径,从而抱住拉钉,同时把拉钉向上拉。由于碟形弹簧力一直作用在拉杆上,所以拉钉一直被紧紧拉住(该拉力大约2万N左右)。当增压气缸接到刀库准备取走主轴锥孔内的刀具信号时,增压气缸活塞推杆便向下运动,克服碟形弹簧反作用力,把拉杆向下推,卡爪末端从φ27mm圆柱孔经过内锥孔进入开放的φ35mm圆柱孔内,此时6片卡爪由于弹簧的作用向外扩张,刀库就能把刀具从主轴上取走。动作过程按控制系统中所编程序进行,到位信号由安装在各个位置的光电开关送到控制系统中。
上一篇:曲轴铁模覆砂铸造及其生产过程控制






