摘 要 介绍了微张力的概念,棒材中轧控制系统引入微张力控制,程序算法以及改造效果。
关键词 棒材轧制 微张力 控制系统
中图分类号 TG333.11 文献标识码 B
湘潭钢铁公司棒材厂圆钢中轧机组目前人工调节机架电机转速,机架间速度难以匹配,致使产品通条尺寸不一致,质量较差。为此决定在中轧机组的PLC程序中增加微张力控制。
一、理论分析
1.微张力的引入
棒材正常连续轧制遵循的基本原理是机架间金属秒流量相等,即:
An×Vn=An-1x×Vn-1 (1)
式中An――第n机架的轧件截面面积
Vn――第n机架的轧件出口速度
可见An和Vn决定金属秒流量,其中An受制造工艺限制(诸如孔型道次、辊缝压下量、钢温等),一旦调整就固定不变,因此只能通过调整Vn满足公式(1)。从公式(1)推出相邻机架间速度关系应当满足:
En= Vn/Vn-1=An-1/A. (2)
式中E一前后机架(n-l、n)的轧件面积比,也称金属延伸率
实际生产中轧件受钢温、材质、坯料形状、孔型磨损等扰动因素影响,无法保证精确的截面积,造成轧机间金属秒流量出现偏差,使轧材产生张力,而且偏差严重会在轧机间产生堆、拉钢,影响产品质量甚至发生轧制事故,因此在轧制过程中需要对微张力进行控制。
2.轧制转矩计算
棒材轧制过程张力变化直接影响轧机主传动电机负载转矩,因此可通过检测电机负载转矩间接监测张力。由直流电机运动方程推出电机轧制转矩为:
Mm=Mr+Mt+Ma+Mf (3)
式中Mm――总轧制转矩
Mr――自由轧制转矩,即轧件金属压下量所需的轧制转矩
Mt――张力产生的转矩
Ma――加速转矩
Mf――摩擦转矩
稳定轧制状态,Ma=0,若忽略Mf,则公式(3)变为:
Mm=Mr+Mt (4)
进一步分解Mt,得到:
Mt=Mt1+ Mt2 (5)
 (6)
(6)
式中M t1――常数,希望轧件中存在的张力矩,用来补偿钢坯后温度下降而增加的金属秒流量,通过操作者在上位计算机设定σ值间接给出
M t2――机架张力矩,即被控量,系统调节机架转速使其趋于0
S――机架出口截面积刀―机架土作辊径
σ――机架间张力
i―传动比
3.Mr测算
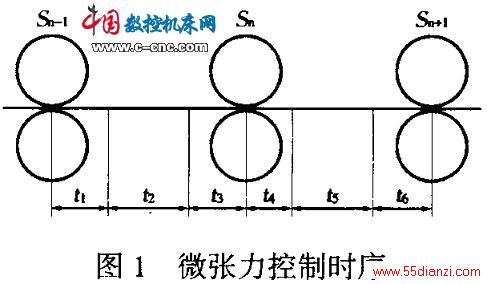
(1)根据轧件在Sn-1机架出口速度Vn-1和Sn-1→Sn机架间距离L,计算出此段轧件运行时间T(L/Vn-1),其中t1为0.2T(动态速降恢复时间),t2为0.1T―0.65T(Sn-2→Sn-1微张力控制时间),t3为0.7T―0.8T(Sn-1机架Mr采样时间)。
(2)Sn机架咬钢后,根据轧件在Sn机架的出口速度和Sn→Sn+1机架间距离,计算出此段轧件运行时间Tn,其中t4为0.1Tn(Sn机架动态时间恢复时间),t5为0.1Tn―0.65Tn,程序在此时间段内采样Sn-1机架Mm值并同Mr、Mt1值比较(公式4), PI调节器根据差值控制机架速度,使Sn-1→Sn机架间的轧件张力在允许范围内,系统在t6时间段,停止微张力调节,随后进行下一轮控制(Sn→Sn+1机架间微张力控制)。
(3)PLC程序中Mr采样原理(控制算法)是:轧件在t2运行时,系统采样Sn-1机架的轧制转矩,PLC设置两个累加器(ACCU1、ACCU2),ACCU1在每个机器周期累加1次机架的轧制转矩,ACCU2每个周期加1,即轧制转矩的累加次数,轧件进入t3时间段时,ACCU1除以ACCU2,得到Mr平均值 ,以此作为t5时间段机架微张力控制的基准值。
,以此作为t5时间段机架微张力控制的基准值。
本文关键字:张力 机床,应用领域 - 机床
上一篇:触针式轮廓仪的测针形状及其检定






