摘要 介绍了PC与CNC进行数据通信的外部环境,相应连线,PC所用软件及常规故障。
关键词 PC CNC 通信接口 软件 波特率
中图分类号 TP2 文献标识码 B
一、数控系统(CNC)与个人计算机(PC)连网实现数据交换的三种类型
1.点对点的通信方式
PC与CNC通过RS一232C通信接口,在软件的驱动下,实现数据的相互交换,或通过多路串行口服务器连接后接入以太网。目前大部分数控机床都采用该数据通信方式。
2.现场总线的通信方式
该通信方式是通过PROFIBUS一DP模块的两种接口(MPI、DP)均可以完成的较大型分布式结构系统。
3.以太网配置的局域网式的通信方式
该通信方式通过CNC具备以太网接口功能完成的局域网结构。
二、介绍点对点的PC与CNC的连接
1. PC的条件
PC应具备两个串行接口COM1和COM2作为数据通信(即RS一232C)用。
COM1为9针接口(与数控机床的CNC进行数据通信常用此接口)。
COM2为25针接口(通常连接打印机接口的通信)。
2. CNC的条件
CNC至少配备有BS-232C数据串行接口,有9针或25针。
3. PC与CNC的连接
(1)PC与CNC的硬件连接(信号线长度≤5 m)
以COM1 9针接口(其排列针号见图1)为例,该串行口信号的各针含义(I:为输入信号;0:为输出信号)为:
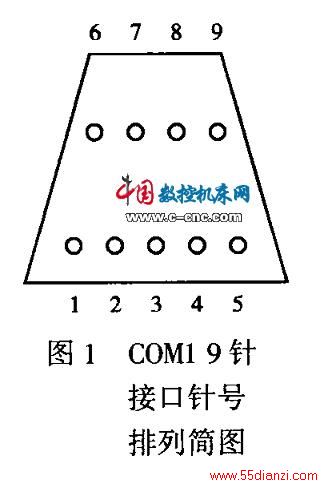
1. DCI――数据载波检测,I ;2. RXD――接收数据,I;3. TXD――传送数据,0;4.DTR――数据终端就绪,0;5.SG――信号地线;6.DSR――数据装置就绪,I;7. RTS――请求传送,0; 8. CPS――允许发送,1;9. KI――响铃指示,I。
PC的COM1接口与CNC通信接口见图2。

上一篇:集众多性能于一身的高效铣削刀具






