图3 PLC控制系统接线原理图
图3所示为自动剪切机PLC控制线路接线原理图。由于PLC内部能产生24V的直流电,所以可以直接对外部编码器和位移传感器进行供电。编码器采用OMRON公司的产品,型号为E6A2-CWZ5B1000P/R 0.5M。编码器的输出A、B两相分别接到PLC的X0、X1两端(PLC内部高速记数端),通过内部2相输入(A-B相)计数器进行计数。同步控制器的输入端分别为单元二(校平模块)和单元三(送料模块)接入的两只非接触式位移传感器,为GEFRAN公司的IKlA型号的产品(模拟输出),它们是同步控制器用来检测钢板松紧情况输入的信号。
2.2 控制系统软件设计
针对典型剪板工艺过程,编写了相对应的PLC控制程序,具有手动操作、自动运行等功能。
2.2.1 初始化梯形图
所谓程序初始化就是设置控制程序的初始化参数。初始化程序是在开始时执行一次,其结果存在元件映象寄存器中,这些元件的状态在程序执行过程中大部分都不再变化。图4为控制系统初始化梯形图程序,M8044作为原点条件,初始状态检测原点条件,并作为自动运行的开始条件;M8000为运行监控用,PLC运行时M8000接通;RUN监视M8000驱动状态初始化指令IST执行后,下列元件被自动切换控制:S0,手动操作的初始状态;S1,原点复位的初始状态;S2,自动运行的初始状态。
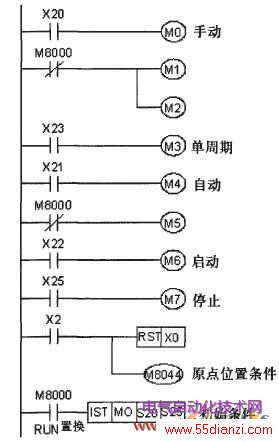
图4 初始化梯形图
2.2.2 手动操作SFC图
图5为手动操作SFC图。状态转移图的最大特点是由某一状态转移到下一状态后,前一状态自动复位。将两位旋钮开关选择到手动操作功能位置(X20),则可进行剪板机的手动操作,可以实现电动机的点动(正转与反转)、闸门的点动(点动升与点动降)等手动操作。
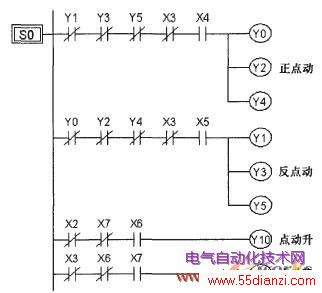
图5 手动操作SFC图
2.2.3 自动运行SFC图
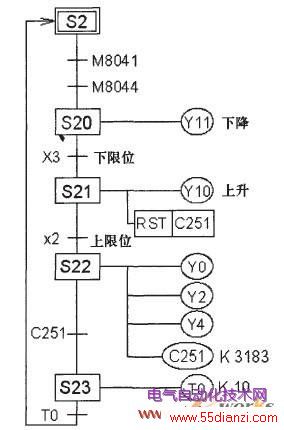
图6 自动运行SFC图
图6为自动运行SFC图。自动运行程序可执行循环和单周期命令,以达到不同的控制要求。自动模式中又分为循环方式和单周期方式。循环方式是在生产中使用最多的一种方式,按下自动启动按钮后,剪板机应能够实现连续的自动送料、剪切。单周期方式是剪板机实现自动送料、剪切,每次仅循环一次,即一个周期。这种方式较自动循环方式效率低,主要是用于调试时使用,以便操作者能够方便调试出满意的剪切效果。






