1.概述
垂直分拣机是现代物流系统的重要组成部分,实现物料同时进行多口多层连续的垂直分拣。自动化、信息化以及方便地系统集成是目前物流行业控制系统发展的趋势。基于以上目的,提供以施耐德电气的小型控制器Twido 为中心整体解决方案。
通过Twido控制器内置的以太网通讯口,和上位监控机进行实时的数据交换。同时根据本系统控制工艺的特点,在每层配置分布式I/O控制模块,通过CANopen分布式控制总线和Twido主机进行通讯,构成方便、可靠的分布式I/O控制系统。
2.本系统特点
1) 施耐德TWDLCAE40DRF控制器内置以太网通讯 口,可以方便的进行以太网通讯,极高的通讯速度(100/M, 10/M)使PLC与上位机的数据实时交换变得简单。同时内置的以太网口使PLC和上位机的硬件配置不需要增加任何的额外成本,经济性能非常优越。
2) 控制系统的模块化结构和标准的接口。应用Twido的分布式I/O功能,方便的实现控制系统的模块化、标准化。每层控制选用标准的分布式I/O单元(基于CANopen的分布式单元 :OTB1C0DM9LP),分布式总线结构使硬件接线和软件编程更加简单、轻松。系统的模块化结构使控制具有强大的扩展能力。
3) 施耐德Twido 可编程控制器的以太网功能和分布式I/O结构,使系统的标准化成为可能。针对物流控制的特点,垂直分拣机作为整个系统的一个单元,需要预留标准的接口,同上位机监控系统进行实时的数据交换,以及现场检测元件的标准接口。整个系统预留标准的接口,具有极强的兼容性。
3.系统流程描述
垂直分拣机功能是实现多口多层连续的物料垂直分拣。通过提升机构不断升高、下降的回转运动。物料在指定的层、口进入分拣机的隔板上。随着隔板的提升、下降动作到达指定的层、口,根据上位计算机或程控器的设定,物料从提升机中送出,进入输送带。整个工艺进入下一个环节。
分拣机控制系统由上位计算机(或HMI)、Twido控制器、现场CANopen总线的分布式I/O模块、以及变频器、编码器等构成。
垂直分拣机的控制系统架构图如下:

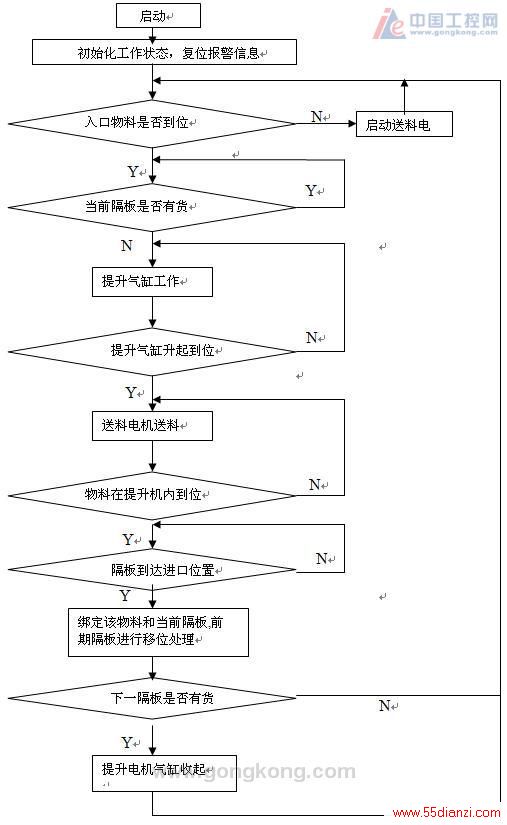
控制流程说明(详见流程图):
(1) 主要工作流程如下:分为进物料和出物料两部分进行平行处理
(2) 控制数据的设定:根据系统要求,可以通过网络由外部系统的主控单元设定数据,通过以太网传输至Twido控制器。也可以由上位机软机根据工艺直接进行设定。
(3) 控制功能的实现:物料由传送带送至入口处,PLC采集上位机信息,或根据内部逻辑控制,把物料送入提升机,到达指定位置,同时把该物料和隔板位置进行绑定,随着隔板的运动,PLC内部同时进行数列移位处理。到达指定出口升起提升机气缸,送物料至出口。

4.控制要求分析及实现
1) 基于物流行业的特点,要求控制系统实现信息化、模块化以及分布式控制和预留标准接口。施耐德Twido控制器,通过内置以太网、MODBUS通讯口以及现场总线的功能方便的实现以上功能。
2) 提升机工作的安全可靠性。本系统高速工作时,低故障率是所有控制的前提,通过不同的安全检测元器件实现本系统的稳定工作。包括:入口、出口物料位置的检测;物料进入提升机位置的检测;提升机内工作气缸位置的检测;以及物料是否完全送出位置的检测。同时配置编码器检测隔板传感器的安全性。
3) 物料和隔板位置的绑定处理:
物料从指定入口进入,同时和该隔板进行绑定。利用Twido的数据寄存器功能可以很方便的实现此功能。
每个隔板绑定一对应数据移位寄存器,16只隔板和16个数据寄存器一一对应,寄存器随着隔板的提升同步进行数列移位。
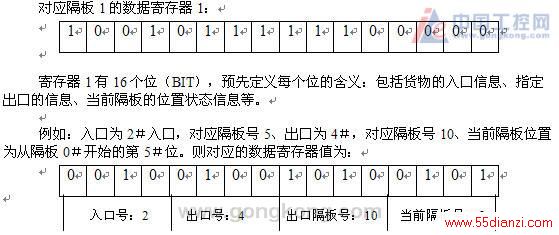
提升机工作时,隔板每提升一个位置,数据寄存器的值加1(当前隔板号加1)。当前隔板号等于该货物的出口隔板号(即出口4对应的隔板位置10)时,货物在该出口输出,同时寄存器清0,表明该隔板目前没有绑定货物。
Twido可编程控制器具有停电保持功能,重新上电开机后,系统继续正常工作,不需要手工操作,取出提升机中的货物。大大提高生产效率。
5.系统总结
垂直分拣机采用施耐德控制系统解决方案,Twido程控器内置了以太网通讯口、MODBUS通讯口,同时具有分布式I/O总线功能,实现了分拣机控制系统信息化、模块化以及分布式控制和预留标准接口的要求。经济上也更合理。施耐德系列产品良好的兼容性,以及产品优异的性能使控制变得更加简易、高效和稳定。






