基于PLC煤矿井上胶带机集控系统的设计(4
点击数:7626 次 录入时间:03-04 12:00:56 整理:http://www.55dianzi.com 解决方案
3.3现场设备的闭锁控制
为了弥补现场设备防误功能的缺陷,保障安全生产,应该对现场所有设备进行闭锁控制。
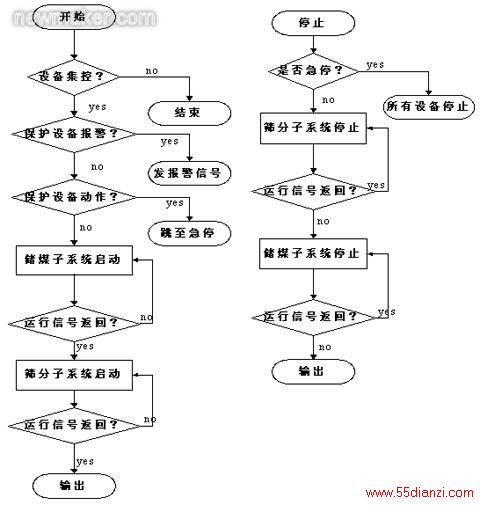
本系统既有机械闭锁,又有逻辑闭锁,达到了“逆煤流依次启动设备,顺煤流依次停止设备”的要求。具体做法:机械闭锁:将逻辑上先启动设备的运行返回信号的常闭点串入后启动设备的二次控制回路中;逻辑闭锁:如流程图所示,将设备的运行返回信号作为执行下一条程序的先决条件。
4 结语
(1)通过利用大中型PLC(如西门子S7-300)可以与多种智能电子设备进行通信,方便地实现了现场设备的监控。
(2)该系统自2006年10月运行以来,维护量大大降低,大部分故障能够在电脑显示器上直接显示,减少了故障查找环节。系统操作简单,维护方便,提高系统安全性,降低运行费用,大大减少故障时间,提高经济效益。
本文作者创新点:
1. 本文系统地阐述了以PLC为控制核心,构建一个集控系统的方法,基于该方案的控制系统与原系统相比在性能和自动化程度上都得到大幅度提升,对相近系统有重要的参考价值。
2. 对于集控系统中子系统的处理,通常做法是给各个子系统均配置以太网通信模块,然后将每个子系统作为节点,组成环形网络。在本系统中,将逻辑上有闭锁关系的多个子系统视作网络中的一个节点,减少了以太网通信模块,节约了成本。对于同一节点下的多个子系统则采用级联的方式配置成DP网络,大大减轻了网络的负担。
3. 本文给出了配置DP网络的详细方法和注意事项。在PLC程序设计中,本系统采用功能块化的方法,有利于系统的维护和升级。
本文关键字:胶带机 解决方案,plc技术 - 解决方案






