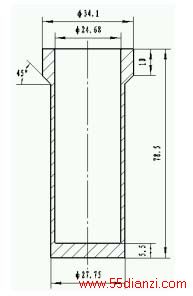
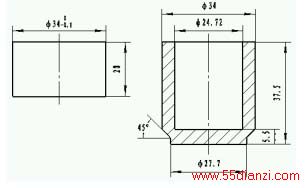
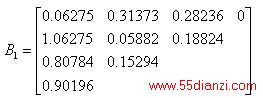
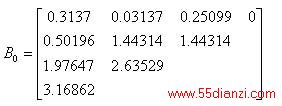
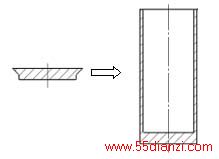
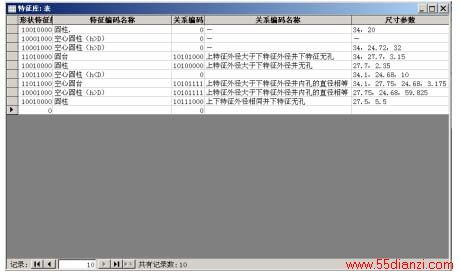
基于人工神经网络的冷挤压工艺设计系统的 知识自动获取研究﹡ (山东大学 材料科学与工程学院,济南 250061)高 军赵国群季廷炜王广春 摘要:本文提出了用人工神经网络补充和修改冷挤压工艺设计系统知识库内容的模型框架,根据人工神经网络映射的特征编码提出并实现了一种专家系统自动获取冷挤压零件特征的方法,并详细讨论了算法过程,最后结合典型实例给出了知识自动获取的过程。本文所提出的知识自动获取方法的优点在于不仅可以通过人工神经网络把冷挤压零件的成形过程整体地存入知识库中,而且由于所选用的人工神经网络映射模式是集中反馈式、分工序循环进行的,因此通过该方法还可以获取冷挤压成形过程中每步工序半成品件的特征,然后存入冷挤压工艺设计系统的知识库。 关键词:冷挤压工艺设计;知识自动获取;人工神经网络;专家系统 中图分类号:TG376 文献标识码:A 文章编号: 1 引言 知识获取是把进行问题求解的专门领域知识从人类领域专家的头脑或其它各种知识源转换到专家系统知识库中的一个重要过程。实践证明,在专家系统的开发过程中,知识获取是最困难的一步,需要消耗大量的精力和时间。传统的知识获取方法是通过知识工程师与领域专家的交流获得的。目前最常用的知识获取方法是通过具有一定知识编辑及求精能力的知识获取工具来获取知识。最高级的知识获取方法是自动知识获取,又称机器学习。传授方式的自动知识获取机制能够通过领域专家直接同系统进行对话而无需知识工程师的介入,领域专家的对话内容可自动转换成或借以修改和完善知识库中的知识。具有自学习功能的系统能够通过用户对求解结果的大量反馈信息自动修改和完善知识库,并能在问题求解过程中自动积累和形成各种有用的知识。随着机器学习研究的日益深入和大量学习算法的出现,机器学习正成为专家系统自动获取知识的强有力工具。[1] 2 人工神经网络知识识别框架和识别过程 利用人工神经网络可以为专家系统提供实例,以补充专家系统知识库中的知识规则,还可以从实例中提取部分知识内容来补充和修改专家系统知识库中的内容。为了实现上述目标,并考虑到人工神经网络所采用的特征编码技术(特征编码是应用人工神经网络解决工程领域问题的一项关键技术,本文所采用的二进制形式的特征编码在文献[2]中已做详细论述),本文提出了基于人工神经网络实现知识自动获取的系统结构(如图1所示),即在专家系统中建立一个知识识别系统,提取经人工神经网络映射的知识,并将其转化为计算机易于识别的符号,经检验后用于补充或修改知识库中的内容。 图1基于人工神经网络的知识自动获取系统结构 Fig. 1 Structure of ANN-based knowledge auto-acquisition system 本文中,基于人工神经网络的知识自动获取系统的运行过程就是利用人机接口输入要进行映射的冷挤压零件的二进制编码,通过人工神经网络的映射得到一个输出结果,然后对输入和输出的编码进行识别,从中获取冷挤压工艺设计知识,最后存入专家系统的知识库。本文所述的知识识别系统就是将人工神经网络的映射结果通过转换变为领域专家知识的系统,即可通过知识识别系统对人工神经网络的映射编码进行读取和识别。知识识别系统主要包含了编码读取、识别和形式化等基本环节。对人工神经网络映射的二进制编码进行读取是知识识别的基础,此项工作由专家系统来完成。编码识别是对读取的人工神经网络的编码进行识别,根据输入和输出的编码,通过一系列的计算,对编码进行判断,将冷挤压零件的各种特征根据编码所表示的工程语义进行还原。编码形式化就是把识别阶段中抽取的主要信息用准确、形象而直接明显的方式阐述人工神经网络编码之间的相互关系,再选用一定的知识表示方法加以描述,使之成为计算机能够进行理解和计算的形式,也就是从人工神经网络输出的编码中获取专家系统所需要的知识的过程。1-4] 3 编码形式化与知识的自动获取 为了从人工神经网络输出的编码中获取专家系统的知识规则,必须考虑人工神经网络的映射方式和冷挤压零件的特征编码方式。本文采用集中反馈式的人工神经网络的工艺模式映射方式,即从冷挤压零件开始,通过输入其二进制特征编码,利用人工神经网络获取每一步成形工序的中间半成品件的二进制特征编码,如此反复循环,直至最终获得毛坯为止,每步的映射过程如图2所示。 图2人工神经网络的映射过程 Fig. 2 The mapping process of ANN 冷挤压零件的特征编码采用二进制形式的编码,这种编码在计算机中实际上就是一个数字矩阵。针对当映射过程中只考虑形状和关系特征编码时的情况,本文提出了两种特征编码矩阵的人工神经网络映射模式,即一一对应的映射模式和多对一的映射模式。 3.1 一一对应的映射模式 一一对应的映射模式表示的是多工序成形的非最终工序时,从冷挤压零件或上一工序中间半成品件映射出下一工序中间半成品件的过程,特征编码矩阵的映射模式如式(1)所示。 式中,对于矩阵元素而言,第一个下标,即i=1~m,表示冷挤压零件所划分的特征数量;第二个下标1或2分别表示形状编码和关系编码;上标n表示的是成形工序。具体来讲,ai1(n) 表示第n次冷挤压成形后半成品件(或冷挤压零件)的形状编码;ai2(n)表示第n次冷挤压成形后半成品件(或冷挤压零件)的关系编码;ai1(n-1)表示第n-1次冷挤压成形后半成品件的形状编码;ai2(n-1)表示第n-1次冷挤压成形后半成品件的关系编码。 矩阵的上标n同样表示成形工序,即A(n)表示第n次冷挤压成形后半成品件(或冷挤压零件)的特征编码矩阵;A(n-1)表示第n-1次冷挤压成形后半成品件的特征编码矩阵。 考虑到人工神经网络的输入及其映射过程中产生的中间和最终结果都是一组代表形状和各个形状之间关系编码的特点,同时结合编码所代表的实际工程意义,本文提出了如下获取冷挤压工艺设计知识的算法。 第一步,首先对一个形状编码进行比较,也就是对人工神经网络的每次输入与输出,按照冷挤压零件的形状特征顺序对每对形状编码进行比较,即: 式中,i=1~m,符号意义同式(1)。 第二步,对两个形状特征编码加上一个关系编码进行比较,由于两个形状编码和一个关系编码构成一个最小的组合,也就是从人工神经网络映射的输入与输出中按照零件形状特征的顺序各自选取两个形状特征编码和一个关系编码。 式中,i=1~m-1,符号意义同式(1)。 第三步,对三个形状编码和两个关系编码进行比较,即在第二步的基础上加上一个形状编码和一个关系编码,比较过程同样也根据零件形状特征编码的顺序来进行。 式中,i=1~m-2,符号意义同式(1)。 按照同样的方法,在上一步的基础上加上一个形状编码和一个关系编码,一直做到整个零件的编码都比较完为止。 3.2 多对一的映射模式 多对一的映射模式表示的是单工序成形时从冷挤压零件、或多工序成形的最终工序时从上一工序中间半成品件映射出冷挤压毛坯的过程,特征编码矩阵的映射模式如式(5)所示。 式中,对于矩阵元素而言,两个下标的含义同式(1);上标1表示第一道工序,0表示毛坯。具体来讲,ai1(1)表示第1次冷挤压成形后半成品件(或冷挤压零件)的形状编码;ai2(1)表示第1次冷挤压成形后半成品件(或冷挤压零件)的关系编码;a11(0)表示冷挤压毛坯的形状编码。 矩阵A(1)表示第1次冷挤压成形后半成品件(或冷挤压零件)的特征编码矩阵;A(0)表示毛坯的特征编码矩阵。 同样,针对上述所提出的多对一的映射模式,本文提出了如下的算法。 第一步,首先对形状编码进行比较,也就是把模型中A(1)的每个形状编码和A(0)中唯一的形状编码进行比较,即: 式中,i=1~m,符号意义同式(1)。 第二步,把A(1)中的两个形状特征编码加上一个关系编码和A(0)中唯一的形状编码进行比较,即: 式中,i=1~m-1,符号意义同式(1)。 按照上面第一种知识映射算法,在上一步的基础上加上一个形状编码和一个关系编码,也一直做到整个零件的编码都比较完为止。 3.2 特征变化对 当所有的人工神经网络的映射编码都按照上述两种算法分别进行比较之后,将各步所有的bij进行 8)所示的B矩阵。 式中,若bij=0,则表示通过该步冷挤压成形工序,零件的该部分特征没有发生变化;反之,bij≠0表示零件的该部分特征发生了变化,可以将这个变化看成几个特征经过塑性变形的结果(这里不考虑体积变化)。每个bij都代表着几个形状特征和关系特征的编码组。 以上所进行运算的目的就是要对冷挤压成形过程中不同工序时零件形状的变化进行分类。通过计算将人工神经网络输入与输出编码所代表的工程意义进行比较,借此就可以判断冷挤压零件在成形过程中所发生的形状上变化,这种变化在本文中就是特征编码的变化,我们将特征编码在不同工序时的对应改变称为特征变化对。在特征变化的基础上,让系统选取特征变化对,即零件由于塑性变形而形成下一步半成品件形状的那一部分。 4 测试举例 针对本文提出的基于人工神经网络的知识自动获取算法,选取如图3所示的一杯形零件作为典型的冷挤压零件进行测试,对知识自动获取算法的可行性进行分析、讨论和验证。 冷挤压零件根据几何形状和几何关系的二进制特征编码方式进行编码。本文按照从上到下的特征划分原则,将冷挤压零件划分为四部分,依次为空心圆柱、空心圆台(上平面的半径>下平面的半径)、空心圆柱、实心圆柱。冷挤压零件的二进制特征编码以及特征参数值如表1所示。 图3 测试用典型冷挤压零件 Fig.3 Typical cold extrusion part for testing 表1 冷挤压零件的二进制特征编码及特征参数值 Table 1 Binary feature codes and parameters of cold extrusion part 形状编码10011000110110001000100010010000000000关系编码1010111110101111101110000000000特 征 参 数 值34.124.68100034.127.753.1750027.7524.6859.8250027.755.5000000000000000000000000000000000首先将表1中的特征编码经过归一化处理,把归一化处理后的结果输入人工神经网络系统,得到冷挤压成形工序、中间半成品形状和毛坯及其尺寸(如图4所示),然后根据人工神经网络的映射结果抽取冷挤压零件的形状编码和关系编码组成式(9)所示矩阵模型。 图4 测试零件的毛坯和中间半成品件 Fig.4 Billet and semi-manufactured product of the testing part 由于该零件需经两步冷挤压工序成形,即计算时需要经过两次人工神经网络的映射才能得到结果。下面根据本文所提出的两种映射模式算法对式(9)的编码矩阵进行比较。 先考虑A(2)和A(1)之间所构成的矩阵模型。根据一一对应的映射模型算法,第一步先对模型左边和右边的形状编码进行比较。取冷挤压零件编码矩阵的形状编码减去中间半成品件的形状编码,即: 于冷挤压零件的其它形状编码进行同样计算,就可以得到B矩阵中的第一行。 下一步增加一个形状编码和关系编码也作同样的计算,可得到B矩阵的第二行的各元素,即: B矩阵的第三行、第四行的各项计算也就是在上一行的基础上加上一个形状编码和关系编码进行比较。 经过上述计算,就可以得到如下矩阵: 然后,考虑A(1)和A(0)之间所构成的矩阵模型,根据所提出的多对一的映射模型算法比较式(9)后半部分。 第一步先对模型左边和右边的形状编码进行比较。取冷挤压零件编码矩阵的形状编码减去毛坯的形状编码,即: 对于冷挤压零件的其它形状编码作同上处理,可得到B矩阵的第一行。 下一步增加一个形状编码和关系编码也作同样的计算,可得到B矩阵的第二行各项数值,即: B矩阵的第三行、第四行的各项计算是在上一行的基础上加上一个形状编码和关系编码进行计算。 经过上述计算,可以得到如下矩阵: 本文矩阵B中每项所在的位置代表一组编码的比较,代表一定的工程上的意义。矩阵列数代表了整个零件的特征划分,本文例子中零件被划分成了四部分。矩阵元素的数值代表了零件由于冷挤压成形所产生的形状上的具体改变,如B1的b23代表的工程意义如图5所示。 图5 形状特征的映射关系 Fig. 5 Mapping relationship of shape feature 如上所示,矩阵B中的每个元素都代表着一组形状编码和关系编码的对应关系。由于冷挤压成形工艺主要是由冷挤压零件的形状特点决定的,所以本文就把这种对应关系的编码存入计算机的知识库。当系统需要推理时,专家系统可以调用知识库中的知识,并对知识进行解释。抽取零件特征后,识别系统把整个特征代码分成四部分,分别为前件的形状编码、前件的关系编码、后件的形状编码和后件的关系编码,然后分别存入知识库中,该冷挤压零件就以图6所示的格式存入知识库。 图6 知识自动获取后存入知识库的格式 Fig.6 Format of storing knowledge after knowledge acquisition automatically 知识库中的知识包含冷挤压零件、半成品件和毛坯的各个特征的形状编码、关系编码和特征尺寸参数以及工艺特征编码等,格式如图7所示。 图7 基于特征的知识存入知识库的格式 Fig.7 Format of storing feature-based knowledge into knowledge-base 系统在调用时主要利用控制策略从库中调用各个部分组成可以在实际中使用的知识。本文所研究的知识自动获取方法的优点是可以通过人工神经网络把冷挤压零件的成形过程整体地存入知识库,同时还由于文中人工神经网络的映射模式是分步进行的,因此还可以利用识别系统从中获取每步工序的特征存入知识库。 5 结论 本文通过研究基于人工神经网络的冷挤压工艺设计系统知识的自动获取,得到如下的主要结论: (1)本文提出的用人工神经网络来补充和修改专家系统知识库内容的模型是可行的; (2)所提出的两种特征编码矩阵的人工神经网络映射模式能够实现在整个冷挤压成形过程中自动获取每步工序的特征知识。 本文提出的知识自动获取方法同样存在一些不足之处: (1)面对复杂问题时难以产生令人满意的动态解释; (2)本文的研究进行了适当的简化,只考虑了零件的几何形状和几何关系特征。 参考文献 [1] 田盛丰,黄厚宽. 人工智能与知识工程. 北京:中国铁道出版社,1999. [2] 高军. 基于知识的冷挤压工艺设计智能系统及其关键技术研究. 山东大学博士学位论文,2004. [3] 施鸿宝. 神经网络及其应用. 西安:西安交通大学出版社,1993.12. [4] 袁曾任. 人工神经元网络及其应用. 北京:清华大学出版社,1999.10. ANN-based knowledge auto-acquisition of cold extrusion process planning system GAO Jun ZHAO Guo-qun JI Ting-wei WANG Guang-chun (School of Materials Science and Technology, Shandong University, Jinan 250061) Abstract:In this paper, a frame model and implementary method, which is used to reinforce and amend the knowledge base of expert system by means of artificial neural networks (ANN), was brought forward. A new approach to acquire features of cold extrusion part was put forward and completed according to features codes of ANN mapping. The algorithm was discussed, and a typical example was used to show the process of knowledge auto-acquisition. Because the mapping mode of ANN feed back in every working procedure, not only can the whole forming process of the cold extrusion part be acquired and stored in the database, but also the features of each forming procedure. Key words:cold extrusion process planning;knowledge auto-acquisition;artificial neural networks;expert system 作者简介:高军,男,1968年生,工学博士,副教授,主要研究方向为人工智能在金属塑性成形中的应用。 地址:山东大学南校区材料学院