一、概述
可编程序控制器PLC是一种数字运算操作的电子系统,专为在工业环境下应用而设计;它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数和算术操作等面向用户的指令;并通过数字式或模拟式输入/输出控制各种类型的机械或生产过程。
在纺织及服装加工企业,常常需要将成卷的布匹按一定长度和层数平铺在一个平台上,这一过程的实现是通过收卷铺平机器来实现的。本设计主要完成使用西门子SIMATIC S7-200系列可编程控制器为核心构成成卷铺平联合机电气控制系统。
二、控制系统功能及要求
本设计完成的SJ400-360型成卷铺平联合机由SJ401-360放卷机, SJ402-360收卷机和SJ403-360铺平机三部分组成。根据联合机的技术要求,自动控制系统主要包括:对象的自动控制、控制参数和工作参数的设置、系统工作状态的控制和实时监视。
1、对象的自动控制:
(1)SJ401-360放卷机放卷过程的张力自动控制
(2)SJ402-360收卷机收卷、退卷过程的自动控制(包括对收卷的调速、记数、降速及位置控制)
(3)SJ402-360收卷机收卷开始前对收卷直径的调节和收卷过程中收卷直径的微调控制。
2、控制参数和工作参数的设置:
参数设置是实现对象控制和工作过程自动控制的依据。本系统是通过LCD彩色液晶触摸显示屏实现参数的设置。主要包括以下内容:
(1)收卷张力(单位:公斤):用于张力控制
(2)卷材厚度(单位:毫米):用于收卷过程中收卷直径的微调
(3)卷材直径(单位:米或厘米):用于收卷前对收卷机直径的调节
(4)微调一次的收卷圈数(单位;圈)决定微调频度
(5)总卷绕圈数(单位:圈):实现收卷过程的控制
(6)收卷转速(单位:圈/分钟):实现变频器对电机速度的控制。
3、系统工作状态的控制和实时监视
系统工作状态的控制主要包括:系统运行状态的控制:启动、停止、退卷、收卷的点动寸行、收卷直径的调节和零位校准等操作。操作实现可根据方便操作的要求设置操作方式,其中启动、停止、收卷直径的调节和复原、收卷直径的零位校准等操作在触摸屏上完成,退卷、收卷的点动寸行由现场操作按钮完成。
系统的实时监视:控制系统工作过程中的控制参数(包括:当前张力大小、收卷转速和收卷圈数)和工作状态等实时信息,在LCD彩色液晶显示屏上显示出来。
三、控制系统的硬件构成及组成原理
1、 控制系统的硬件组成:
根据前述对控制系统的要求,拟用S7―200系列PLC为控制器,以LCD彩色液晶触摸显示屏作为人机界面,实现控制参数的输入,工作过程、工作状态的监视控制,以及其它一些相关元(器)件构成控制系统,其硬件组成如图1所示
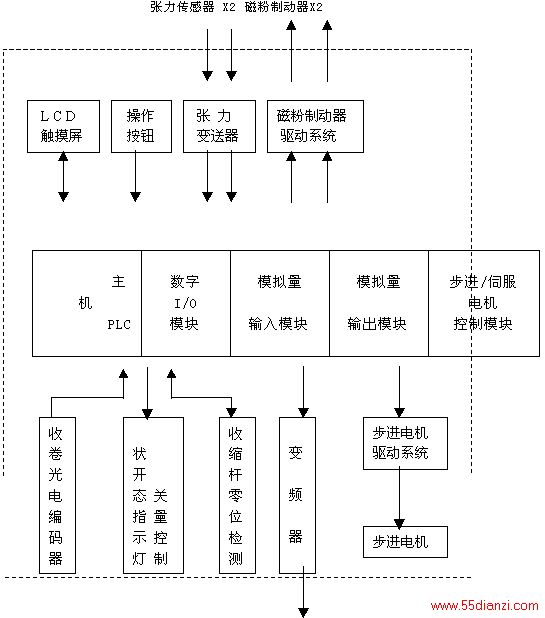
图1
2、组成原理
该系统以PLC作为控制器,它主要包括:主机、开关量输入/输出模块,模拟量输入/输出模块,步进/伺服电机控制模块和LCD彩色液晶触摸显示屏等部件。
开关量(包括高速计数)输入/输出模块:主要实现操作按钮的输入,收缩杆的零位检测,光电编码器的计数及开关量的控制和状态指示等功能。
模拟量输入模块:用于张力的检测,收卷过程中,由传感器将张力的压力信号转变为电信号经张力变送器送入PLC模拟量输入模块,用于张力的控制和显示。
模拟量输出模块:通过张力的检测和给定张力经过PLC的PID运算产生当前控制量,经模拟量输出模块实现对磁粉制动器的励磁电流控制,保证张力的恒定;对变频器的调速控制,实现收卷过程的转速控制,自动降速及定位等控制功能。
步进电机控制模块:用于对步进电机的控制。根据设置的收卷直径通过步进电机调节偏转杆的位置。根据卷材厚度给定由步进电机控制收卷过程中每次收卷直径的微调量。
液晶触摸显示屏:作为人机操作界面,主要实现系统控制参数输入,系统工作过程,工作状态的实时监视,控制参量的显示及系统的操作功能。
另外,SJ400―360型成卷铺平联合机的电气控制系统除了上述的自动控制部分外,还包括独立于PLC控制的手动操作部分:
1、放卷机:两侧放卷支臂分别向内或向外移动,同时向上向下移动。移动控制由四只手动按钮完成,并两两互锁。它们安装在放卷机上或用手控盒操作。控制继电器或接触器安装在控制柜内。
2、收卷夹紧的液压控制由现场按钮控制电磁阀开闭,其控制继电器安装在控制柜内。
3、SJ403―360铺平机的四台鼓风机由两只按钮完成启、停控制,它们安装在铺平机平台边上,其交流接触器安装在控制柜内。
4、在控制柜内应预留接触器或继电器的安装位置,并要求在控制柜上安装全机紧停按钮。
四、系统实现
1、张力控制的实现
(1)张力大小测量及输入
本系统加工对象为布匹,在卷绕过程中必须保证卷绕的松紧程度及材料的拉伸情况。因此我们需要对收卷过程中张力的大小进行控制。张力测量原理如图2:
把布匹穿过如图所示的三个平行滚轴,在卷绕时,滚轴受到重力、布匹拉力的作用,其承受的布匹拉力大小为2倍的张力的大小,方向竖直向上,在滚轴3的两侧装上压力传感器,就可以把布匹的张力信号转变为电信号。
所得电信号再经过张力变送器作用,把这一信号规一化,最终送入模拟量输入模块,由模拟量输入模块进行A/D转换及数字滤波等处理后就可送PLC运算处理了。
模拟量输入单元操作过程框图如下图所示:
模拟量输入单元操作过程框图
由于需要进行数字滤波等处理,故每次程序运行中要进行多次数据采集,以便进行处理。
(2)张力控制信号的输出及控制实现
张力信号经前述的一系列整理后,成为二进制形式的数字量送达PLC的PID运算后,得到控制输出值,以模拟量输出模块实现D/A转换,所得模拟电信号用于驱动磁粉制动器驱动系统,即可实现张力控制了。
上一篇:PP与工厂计算机系统模型






