一、引言
变频调速技术在我国水泥行业的应用日趋广泛。在生产工艺需要调速的许多环节,如回转窑、单冷机、喂料机、配料系统、风机、水泵等,以交流变频调速取代调压调速、滑差调速以及直流调速已成为一种必然趋势。
在水泥粉磨工艺中,球磨机入磨物料粒度的大小,对其台时产量影响较大,预破碎工艺作为提高磨机台时产量、降低粉磨电耗的重要途径,引起了许多水泥企业的重视。根据工艺要求,水泥立窑放料每次持续2~3 min,间隔2~3 min,但目前几乎所有水泥企业中破碎机处于工频恒速运行状态,24 h连续运转,造成电能的巨大浪费,并影响电机和破碎机的使用寿命。另一方面,由于破碎机具有十分大的惯性,不易频繁启停,所以即使使用变频器也难以解决系统制动时产生的泵升电压引起保护电路动作,使系统无法正常工作。
针对系统的以上特点,本文设计了破碎机变频拖动PLC控制系统。利用变频器实现破碎机的变频调速和软启动;利用再生能量回馈单元克服破碎机制动过程中产生的过高的泵升电压;利用PLC实现系统的逻辑闭环控制,使破碎机的工作与立窑放料同步,实现间歇运行。从而在改善工艺控制质量的同时,最大限度地节约了电能,降低了生产成本。现场调试和运行结果表明,系统运行可靠,节电率可达60%以上。
二、粉磨工艺流程
水泥粉磨工艺流程如图1所示。
图1 水泥粉磨工艺流程图
熟料出窑后由输送机送入熟料库,熟料、混合材、石膏按重量配比后先入磨前提升机,再输送到回转筛。回转筛筛余粗粒入立式反击式破碎机,破碎后的物料再入提升机。回转筛筛下的细粒则入水泥磨。成品从旋风式选粉机细粉出口入成品库。立窑每放料一次,由窑口处的远红外测料仪检测到放料信号后,启动链式输送机输送物料,每次持续2~3 min,然后间隔2~3 min,开始下一次放料和送料。改造前破碎机由工频电源直接供电,在立窑不放料时则处于空转状态(空转率达50%),浪费大量能源。再者,破碎机工频运行时,其运行速度过高,即使放料时也存在严重能源浪费。因而对其进行变频改造能够产生巨大的经济效益。
三、系统硬件设计及工作原理
本系统主要由变频器、能量回馈装置、可编程控制器PLC和远红外测料仪组成。现分别介绍如下。
1、变频器
水泥熟料破碎机属于大惯性、近似恒转矩负载,对变频系统有特殊要求。保留原交流电机,选用FRN37G9S-4CE型恒转矩负载专用变频器,它具有转矩矢量控制、转差补偿、电压AVR自整定以及负载转矩自适应等一系列先进功能。变频器接线原理图如图2所示,所有动作都由PLC控制。J10为能量回馈单元内部继电器,当能量回馈单元出现故障时,J10断开,使变频器THR端子off,可瞬间封锁U,V,W输出,变频器停车,并经PLC产生系统故障联锁和报警。

图2 变频器接线图
2、再生能量回馈装置
由于水泥立窑放料是间歇运行状态,而且破碎机属大惯性负载,因而存在着调速装置制动时产生的再生能量的处理问题。通常的处理方法是将再生能量通过设置在变频器直流回路中的制动电阻放电以热的形式消耗掉,达到系统制动的目的。这种方式存在着电阻器放置的问题以及在制动时间长或需要连续制动运行的场合,电阻温升的限制问题。而能量回馈单元不存在以上限制,可进行连续的再生制动。我们选用富士公司的RHR 030-4型能量回馈装置,其额定功率为30 kW。相对电阻制动方式,本装置可大大节省空间,安装场所的自由度大,而且制动产生的热量也大幅度减低。
图3表示变频器和能量回馈装置的连接方式。主回路部分由晶体管桥、限流电抗器组成。能量回馈装置和变频器的直流回路连接。电动机电动运行时,由变频器内部的整流二极管从电网侧提供电能;电动机再生发电运行时,在变频器直流侧产生较高的泵升电压,当泵升电压高于660 V,启动能量回馈装置,通过能量回馈装置将再生能量回馈到电网侧。晶体管桥、电网是同步进行通―断的。限流电抗器2ACR的作用是限制回馈电流,平衡压差。晶体管开通时,限流电抗器2ACR承受直流电压和交流电压之差,在限流电抗器的作用下,装置以有源逆变方式将再生能量送回电网。“TA”为复位按钮,用于设备故障恢复后系统复位。另外,本系统还设有回馈过电流(OC)、交流熔断器熔断(ACF)、直流熔断器熔断(DCF)、直流过电压(OV)、交/直流欠压(LV)、过热(OH)、P-N接反(NPN)等保护功能及相应的报警指示。
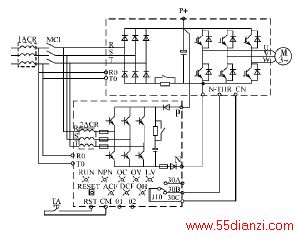
图3 变频器和电源再生装置连接图
3、可编程控制器PLC
PLC因其性能可靠、操作方便、程序修改简单及适应恶劣工作环境等特点深受水泥行业科技人员和维护人员的青睐。本系统选用富士公司的FLEX-PC NB0-P14型PLC,完成系统的逻辑控制及手动/自动、工频/变频转换和故障自切换等功能,控制灵活方便。图4是其输入输出外部接线图。当远红外测料仪检测到窑口出料信号,继电器J4吸合,经PLC延时30 s后输出Y10=on,启动变频器开始运行,破碎机开始工作。根据现场工况的需要,将变频运行给定频率设为43 Hz。当立窑放料完毕,继电器J4失电,PLC延时30 s后输出Y10=off,变频器按设定的制动时间减速停车。当遇到设备故障或特殊情况需要停车时,可按下停止按钮TA1。在回馈装置故障后,采用“高低速”控制方式运行,即有“放料”信号时,变频器运行于“高速”(43 Hz);无“放料”信号时,变频器运行于“低速”(38 Hz),系统仍然处于节能运行方式。此时若按下TA1,则PLC输入Y11=off,破碎机运行于自由停车状态,避免泵升电压过高使变频器出现故障。
图4 PLC接线图
另外,系统设有工频/变频运行切换开关K4以及手动/自动运行切换开关K5。在一般情况下系统要求变频运行,K4置于“变频”位置,X2=on,PLC输出Y12=on,系统进入变频准备状态;如果变频器故障,可将K4置于“工频”位置,X2=off,PLC输入出Y12=off,破碎机工频运行,可继续使用。K5用于决定破碎机的工作状态是连续恒频运行还是根据水泥窑送料信号断续调频工作。
图5 PLC程序流程图
四、PLC的程序设计
PLC软件采用梯形图语言,实现各种逻辑控制、变频器启制动控制及手动/自动、工频/变频转换和故障自切换等功能。程序框图如图5所示。
五、运行结果
上述系统已于1998年8月在山东某水泥厂投入实际运行。系统根据送料信号自动实现启制动运行,破碎机运行速度连续可调。电机可以实现频繁软启动,基本无启动电流冲击,启动力矩足够。系统在变频运行条件下,若变频器突然故障,则自动切换至“工频”状态继续运行,同时发出声光报警信号(内部可选)。根据现场工况需要,将有放料信号时变频运行给定频率设为43 Hz,系统运行电流为27 A,运行电压280 V,改造后的系统平均每年耗电5.7万度。根据现场记录,系统在改造前工作频率为工频50 Hz,运行电流为32 A,运行电压400 V,平均每年耗电19.42万度。改造后的节电率为70.6%。该系统的突出优点如下:
1、利用变频调速技术改造了水泥熟料破碎机的拖动系统,满足了破碎机的低速、间歇运行特点,保证了工艺控制质量,节能效果明显,并有利于延长破碎机和电机的使用寿命。
2、利用能量回馈控制技术克服破碎机大惯性引起的泵升电压,有效地保证了变频器的安全运行。系统除了变频器和能量回馈装置所具有的20余种保护功能和故障自诊断功能外,还增设了电机过热、控制回路保护及报警。
3、利用可编程控制器PLC实现了各种逻辑控制、变频器启制动自动控制及手动/自动、工频/变频转换和故障自切换等功能,使系统控制灵活方便,功能齐全。






