0 ����
������������������ұ����ҵ��Ҫ������֮һ�������������Ƶ������߲�����������2007���ҹ���������12����������֪��һ�������ֻ�еװ���ɽ������ٵ���������������ٷ�ʽ���Ա�Ƶ���ٷ�ʽΪ������˽�����Ƶ����װ������������װ��ռ�м�����Ҫ�ĵ�λ������������������Ҫ������ԡ��ȶ��ԡ������Լ��������Ʊ�Ƶ����Ʒ�IJ����죬���ھ������������������ǵ�ѹ��С�����ı�Ƶ�����Ǵ������ߵ�ѹ�����ܵ�������װ�þ��������˾�IJ�Ʒ��Ŀǰ���������Ե¹������ӡ��ձ����������ձ���֥��˾����������2003�겿��ҵ��ϲ�������Ը�����ֽΪ��Ӫҵ���֥�˾����TMEIC��˾����Ʒռ�о����г��ݶ�����������Ҷ��г����ϵ�����ұ����ҵ�ı�Ƶ����װ�ã�����ʵ�ʹ����У����ڳɱ�����ƾ���ȶ�����أ�������������ʹ�õı�Ƶ����̸�С���ơ�ѡ�͡�Ӧ�õȷ��滹������ʵ��������Ҫ̽�֡������ͽ����
1 �豸�ſ�
����������������һ���ɰ����⡢����¯����������������ȡ�����������������ɣ��乤���豸����ʾ��ͼ��ͼ1��ͼ��δ���������������������Ҫ�������������Ҫ���ٵĻ�е�豸�У�ȫ���߰���������������������������ת�̡�����̨��������¯��Ӹǡ�����¯����������װ�á�װ���ƽ�ƻ�����װ�á����������ѹ����SSP��SSP��϶����װ�á�SSPͬ��װ�á�SSP�������������������¹������ٺ��ٵ綯ѹ��װ�á����������������������װ�á��ɼ����������������������������PCװ�á��綯���ס���ȡ���¼���������������Ͳ�����������ʼ�վ�ع�������ǰ��綯�ർ����豸���������Ź��ռ�������еҺѹ�����ȵķ�չ������װ�ü�������ԭ���ĵ綯������ʽ��չΪҺѹ������ʽ����ർ�塢�������ס����������������װ�õȡ�

ͼ1 ���������������豸����ʾ��ͼ
Fig1 The equipment layout schematic diagram of normal hot rolling mill line
��������������SSP�ⶼ�Ǵ����������˶��Ļ�е�˶��豸������������¹�������ʴ�2500KW��9000KW,ת����20rpm��100rpm֮��;���������5000KW��10000KW��ת����200rpm��550rpm��Χ�ڡ��ټ���ͬ������ڹ������ء�����ߴ��ת������������Ч�ʡ����ӵı�Ƶ�����������ƾ��ȡ����űȵȷ��������첽�綯��������������ĵ����Ϊͬ���綯�������е��������ٵ����С������������ý��������첽��Ƶ�����1����
���������豸�����࣬����ĵ�ѹ�������ӽ���380V/2KW��3300V/10000KW���ȣ��������������2KVA��16MVA���ȡ�����������Ƶ���������ṩ�IJ�Ʒϵ��һ���Ϊ�����ࡣ��������ͱ�Ƶװ����������:������D�D������װ�á���Ҫ��������D�D��������Ƶװ�ú�������D�DС������Ƶװ�á���1Ϊ���ձ�������������90����к��ڲ�Ʒ�Ͷ�֥21���ͳ��ڵ����������ı�Ƶװ�ý���˵����
��1 �������ߵ����豸���Ƶװ���ͺŶ�Ӧһ����
2 ��Ƶ����Ƽ�ѡ��
��������Ƶװ��
���Ÿߵ�ѹ���ʵĵ����뵼������GTO��IGCT��IEGT�ȵĵ�����Ӧ�ã��Լ�������Ƶװ�õ����Ƶ�ʵͣ����Ƶ��С��1/2����Ƶ�ʣ��������������ص͡���Ƶг��Ӱ�졢��ҪSVC��ռ�ش�����ص�Ӱ�졣21���͵�����������������������Ƶװ����������ƽ��ѹ�ͽ�ֱ��PWMʸ�����Ʊ�Ƶװ�û�ֱ��ת�ؿ��Ʊ�Ƶװ����ȡ������ʹԭ��һֱ���в�����Կɿع�Ϊ����Ԫ���Ľ�����Ƶʸ�����Ƽ����ĵ¹������ӹ�˾������Ҳ���ò�������Ƴ�����
IGCTΪ����Ԫ���ĵ�ѹ�ͽ�ֱ����Ƶװ��Ϊ�������������������硣��2Ϊ�������������������������ĵ�ѹ�ͽ�ֱ����Ƶ����Ʒ��Ӧ��ʵ������2 ��������������Ƶװ����Ҫ�����Ʒ������ʵ�ʵ����û�
Table 2 Typical foreign production parameter and typical application user of main driver in Hot Rolling Mill 
�����ձ���֥TM-70��Ʒ��Ϊʵ��������������װ�ý���˵����ͼ2���ǵ���·��1 bank���ĵ�ѹ�ͽ�ֱ������ƽ��Ƶ������·ԭ��ʾ��ͼ����ͼ2��֪���ýṹ���������������Ϊ���ͶԳƽṹ,����·װ�ÿ��Ի���ͼ2��TM-70��8000FrameΪ��˵���������Ϊ�����첽�綯�������������ѹΪ����3550V,50Hz,���Ϊ3400V,0-60Hz,װ������Ϊ8MVA.�������Ϊͬ���綯�����������ѹΪ����3550V,50Hz,���Ϊ3200V,0-60Hz,װ������Ϊ7.5MVA.������·�����������������Բ���˫��·���й��緽ʽ��һ����������ģʽ����һΪ˫��Ƶװ�ö�һ̨˫����������ͼ3��������Խ�˫��Ƶװ�����ͨ������翹�������������������ʵ��֤����TM-70װ�þ��и�Ч�ʡ������ܡ��Ե���������ռ�����С���ص㡣
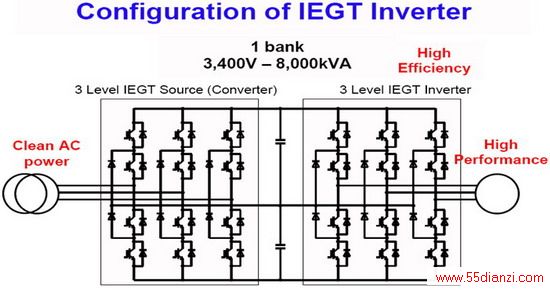
ͼ2 ����·��ѹ�ͽ�ֱ������ƽ����·�ṹʾ��ͼ
Fig 2 Main circuit configuration diagram of 3��level voltage source converter

ͼ3 ˫��·��Ƶװ�ö�˫����ͬ���綯��ʵ�ʵ���ԭ��ʾ��ͼ
Fig 3The single line diagram of double converters to twin-winding synchronous motor
2.1.1��Ƶװ��������ѡ��
�ڹ��ղ�Ʒ��ٺ���ز����£��ɻ�е�̻����Ժ�������ȷ�����Ҫ������ת�ء�ת�١����ر��������ƽ���ȣ����������ȷ�����ɵ����Ӧ�̺ͱ�Ƶ���ṩ�̼����Ժ��ͬѡ���Ƶ����������ѹ������ѹ���ء�������͵��֮��ĸ��뿪�ص���صIJ�����������̸���ڼ乤�տ��ܴ��ڲ�ȷ���Ժ����ۼ�����������������δ���ǣ�����㹫˾���ӣ����ϵ��ȡֵ��һ������ɼ��㲻��������ƫ�룬�������������������ļ���ֵ��������ȵ���ĵ�Ź��ʻ�������������Ƶ�����������ء���ѹ���Ⱦ��п���ѡ��������Ͷ�������뽵�ɱ������ų����ǶԵ�����Ƶװ�õ������ĸ�ԣ�����ƫС�Ŀ��ܣ��ر��Ƕ�װ�û��豸�����絵�ġ�����ij��Ƶװ�õĵ�������Ϊ8MVA,���ر�����1.5�����ǣ�����ʱ����ĸ���Ϊ����ͬ���������������4800KW,���ر���2.5��60������£���ʱһ��װ�þ�������Ҫ�����п��ܣ�����Ϊ���б꣬������˵����ǿ����װ�ù��û�ǿ���Ľ��������Ч�ʵȡ�����ʵ��ʹ�þ��飬����δ��������ߡ�����ӿ졢�µ�Ʒ����չ���ر�������Ʒ�ֱ�����ߡ������Ʒ�����ࡢ���������仯����Ϊ�˽��ܣ�������ȡ�����ո֡����³�¯������������¶Ⱦ����Խϲ�������ɷ�����һ��ƫ������������ǰ�ڸ�ʱ��ϳ��ȣ������п��������������������ز��������װ�ù������硣�����ѡ������������װ��ʱ�������ڿ���ȫ����Ƶװ����ͳһ�Ժͻ����Եļ�����װ�ù��Ʒ�ֵ�ǰ���£������ܸ��������Ҫѡ����һ��������������ѡ��������Ը�����ɱ���ͳһ�ԣ�Ҳ���뱣֤��
װ�����㹻�ĸ�ԣ�ȡ���ʵ��Ӧ�ĵ��Ҳͬ���ʺϸ÷�����ij�ֳ����£���Ը������������С������������ʧ�������Ҫ��ǰ���졣2.1.2��Ƶװ����ظ����豸��ѡ��
��1����ˮ��ȴװ��
����װ�ò����˴�������Ԫ��������Ԫ������װ���࣬����ǿ�Ʒ����⣬һ�㶼���ô�ˮ��ȴϵͳ��ÿһ�״�ˮ��ȴװ����ˮ�䡢�����������ӽ��������������Ӽ��װ�á���ҵѭ����ȴˮ����عܵ�������ѹ����⡢���ŵ���ɡ�����ȴװ���й�ʽ�ͷǹ�ʽ�ġ��ж����ͷǶ�����֮�֡������������������϶࣬���ѡ��ԭ���Ǿͽ����к���ȴ�����ӽ�����ͬ��ԭ��������á���ij��������������ѹ�ͽ�ֱ����Ƶ������13�ף��䴿ˮ��ȴװ��ֻ����4�ף������ѹSSP�������R1���¹�װ�ù�ʹ��1�ס�������R2���¹���ʹ��1�ס��ɼ�CS�뾫����F1��F3��������F4��F7�ֱ��ʹ��1�ס���װ�ص���Ը��ݵ����ҵĴ�С����ѡ���ط�����ѡ����¼в㡢�еط����ڵ������ڡ�
��2����������豸��װ������
���������̵��豸����ʹ�þ��鲻����˽ⲻ�࣬�ڼ���̸���д����·磬����Ҳ���ô˵��ڼ�����ͬ�����������������壬����ʱ����Ϊ����װ���DZ�ϵ�в�Ʒ�������ʵ�ʹ����г������ڶ̽�ȱ�������Դγ�ã�������ѡ����ϣ��ŵ�װ�û��·������©ˮ�������ͱ���װ�ã���������װ�ã���������·�¶ȼ�⼰����װ�ã�������ʾ��·������ά���̣�STACK�����ж�Ͱ�װС����STACK�������Ԫ��������רҵ��������װ�á�����ҲҪ��ע����ȴ������м��·�˲�������������������ڵ翹������ӿ����װ�á����Ƶ�Դ��Ԫ�����������Դγ�á�
��3��ͨѶװ��
���Ĺؼ��֣���Ƶ�� ���Ӽ������繤���� - ���Ӽ���
��һƪ���ҹ������ľ���ܵ���������






