(2)Ԫ��������PCB��Ԫ�����IJ��ֶ�����Ч�ʺͳɱ����൱��Ҫ��Ӱ�죬�Ǻ���PCB��ƵĿ�װ���Ե���Ҫָ�ꡣһ��������Ԫ���������ܾ��ȵء��й���ء��������У�������ͬ�����Էֲ����С��й�������з����飬�����������Ƭ/����ٶȣ����ȷֲ�����ɢ�Ⱥͺ��ӹ��յ��Ż�����һ���棬Ϊ�������̣�PCB�����ʼ�ն�Ҫ�������PCB����һ�棬ֻ�ܲ��û������ӺͲ��庸���е�һ��Ⱥ�����ա��������װ�ܶȽϴ�PCB�ĺ��������ֲ��϶���ƬԪ����ʱ������ֵ��ע�⡣�����Ҫ���ǶԺ������ϵ���װԪ��ʹ�ú���Ⱥ�����գ���Ϊ��ѡ����ʹ����Ƭ�̻���IJ��庸���գ�����ͬʱ��Ԫ�����ϵĴ������������Ž��к��ӣ������庸����ƬԪ��������ϸ��Լ����ֻ�ܺ���0603�����ϳߴ��Ƭʽ���ݩpSOT�pSOIC�����ż���1mm�Ҹ߶�С��2.0mm�����ֲ��ں������Ԫ���������ŵķ����˴�ֱ�ڲ��庸��ʱPCB�Ĵ��ͷ����Ա�֤Ԫ�������ߵĺ��˻�����ͬʱ������������Ԫ��������д���ͼ��ҲӦ���㲨�庸�ӵ�Ҫ���Ա��⡰�ڱ�ЧӦ������ͼ1�������ò��庸��SOIC�ȶ��Ԫ��ʱ��Ӧ�������������������ÿ�߸�1�����Ŵ������������̣���ֹ������

ͼ1���庸��Ӧ���е�Ԫ������
�������Ƶ�Ԫ��Ӧ������ͬ�ķ��������ڰ��ϣ�ʹ��Ԫ������װ�����ͺ��Ӹ����ס�����ʹ���о�����ݵĸ��������������棬ʹ����˫��ֱ���װ(DIP)��ȱ�ڱ������ͬһ����ȵȣ��������Լӿ��װ���ٶȲ������ڷ��ִ�����ͼ2��ʾ������A����������ַ����������ܺ������ҵ��������������B���������Ҫ�ý϶�ʱ�䡣ʵ����һ����˾���Զ��������������·��Ԫ��������б���������ijЩ���ӵIJ��ֿ��ܲ�һ������������������Ӧ����һ��Ŭ���ķ���
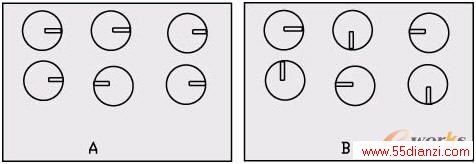
ͼ2A����ƺ������ҵ����������
���У����Ƶ�Ԫ������Ӧ�þ����ܽӵ���һ������Ԫ���ĵ�һ����ͬһ��������ͼ3��ʾ��
ͼ3����Ԫ��������
������ȷʵ�������൱���PCB����װ�ܶȹ�����PCB�ĺ�����Ҳ����ֲ�����ݩp��Ƭ��еȽϸ�Ԫ����ϸ����SOIC�pTSOP���������ڴ�������£�ֻ�ܲ���˫��ӡˢ������Ƭ��������ӣ������Ԫ����Ӧ����Ԫ���ֲ��ľ����ܼ��У�����Ӧ�ֹ����ӣ���һ�ֿ��ܾ���Ԫ����Ĵ���Ԫ��Ӧ�����ֲܷ��ڼ�����Ҫ��ֱ���ϣ�����Ӧ���µ�ѡ���Բ��庸�ӹ��գ����Ա����ֹ����Ӷ����Ч�ʣ�����֤������������ɢ�ĺ���ֲ���ѡ���Բ��庸�ӵĴ�ɣ���ɱ����Ӽӹ�ʱ�䡣
��ӡ�ư��ļ��ж�Ԫ������λ�ý��е���ʱ��һ��Ҫע��Ԫ����˿ӡ����һһ��Ӧ�����ƶ���Ԫ����û����Ӧ���ƶ���Ԫ���Ե�˿ӡ���ţ�����Ϊ�����е��ش�������������Ϊ��ʵ�������У�˿ӡ�����Ǿ���ָ���������õ���ҵ���ԡ�
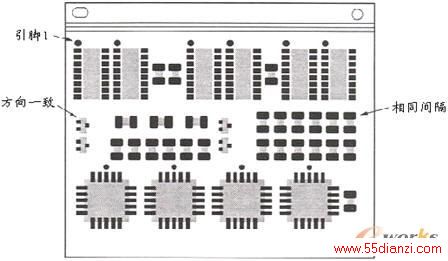
2.2PCB�ϱ��벼���������Զ�������������ļгֱߩp��λ��ǩp���ն�λ�ס�
Ŀǰ����װ�����Զ����̶���ߵ���ҵ֮һ��������ʹ�õ��Զ����豸��Ҫ���Զ�����PCB��������Ҫ����PCB�Ĵ��ͷ���һ��Ϊ���߷����ϣ����¸���һ����С��3-5mm���ļгֱߣ��������Զ����ͣ����⿿�����ӱ�Ե��Ԫ�������ڼг����Զ�װ����
��λ��ǵ��������ڶ���Ŀǰ�㷺ʹ�ù�ѧ��λ��װ���豸����ҪPCB�ṩ��������������λ��ǣ��Թ���ѧʶ��ϵͳ��PCB����ȷ��λ��У��PCB�ļӹ���ͨ����ʹ�õĶ�λ����У���������DZ���ֲ���PCB�ĶԽ����ϡ���λ��ǵ�ѡ��һ��ʹ��ʵ��Բ���̵ȱ�ͼ�Σ�Ϊ����ʶ���ڱ����ΧӦ����һ��û��������·�������ǵĿտ������ߴ���ò�С�ڱ�ǵ�ֱ������ͼ4������Ǿ�����ӱ�ԵӦ��5mm���ϡ�

ͼ4�Ƽ��ı�ǿտ������
��PCB�����������У��Լ���װ���еİ��Զ�����pICT���Եȹ�����ҪPCB�ڱ߽Dz�λ�ṩ����������λ�ס�
���Ĺؼ��֣����� ���Ӽ������繤���� - ���Ӽ���






