引言
包装印刷传动控制系统在我国应用较广的是微机控制方式,这种控制系统具有体积小、可靠性高、经济性好等优点,但也存在干扰大、开机时校对难的缺点。而全数字化交一直一交变频伺服驱动器MSD0421A有脉冲位置控制功能,它利用脉冲的个数代表位置的大小,因此具有控制精度高、响应速度快、抗干扰性强的特点,将它作为执行机构与智能数据采集卡PCL-718一起形成闭环位置控制器应用于包装线上有非常重要的意义。它可解决包装印刷上靠人工进行初始定位难,定位误差大,动态调节慢,传动中易错位,套色较困难等许多问题。
2 包装印刷自动套色原理
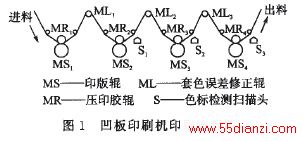
套印出现误差有诸多原因,例如导辊和压辊的平行度转动不灵活、运动平衡不良、张力的波动、印料厚薄不均、印料热变形及印版辊的直径误差等,这种套印偏差在性质上是连续变化的,而差量也不是定量。所以必须不断地监视套印误差并及时加以修正,人工套色时通常由印刷工肉眼观察套印误差,凭经验手动调节修正辊的移动来补偿套印误差,因而大大限制了印刷速度及套色精度,而采用自动套色系统则可以提高印刷速度和套色精度,是完全必要的。图 1 为 凹版印刷机生产线的印刷过程简图(仅画出前面4个印刷单元)。印刷机由开卷机运行依次经过各印刷单元,进行各色的印刷和烘干,由收卷机进行收卷。每色印刷都会在印料的边缘印上以供套色用的色标,该色标线长10 mm,宽1mm,每个相邻颜色的标志线在套印精确时应相互平行,垂直(纵向)相距20 mm。系统中色标距离的检测是通过色标传感器检测。图1中,光电扫描头S,检测由1单元和2单元印出的色标。如果相邻两色标间隙不等于20 mm,则说明套印出现了偏差,偏差经微处理器进行运算,输出控制信号驱动执行机构,使相应的套色修正辊ML上下移动来延长或缩短印料上一单元印刷版辊到该单元印刷版辊的行程来动态修正。各单元印刷套色以前一单元印出的色标为基础。
3 MINAS系列全数字式交流伺服系统的特点、操作
3.1 系统的特点
我们使用日本松下变频器是数字调速系统,采用了专用的数字信号处理器(DSP芯片),硬件标准化,通用化,是一个多微处理器全数字化的闭环控制系统。系统软件中有操作系统、数据传输、监视、诊断及标准功能模块子程序等。在应用中采用图形编程语言,根据不同的传动系统结构,把系统所需要的模块调出并组接起来,构成一个专用的传动系统。实际上它是一种实时控制系统的可编程控制器,由于微处理器作为控制系统的核心部件,不仅可以按照各种控制思想及数学模型进行在线地快速计算与控制,而且还有监视、显示、保护、故障自诊断及自复原等功能。
MSD全数字式变频器功能强大,适用于高性能位置控制器,它有38个参数设置,6种控制方式,其中脉冲串位置控制最为独特。因为它使用一定频率的脉冲信号作为代表位置命令的输人信号,在复杂的工作现场中,它比模拟速度输人信号精度高,抗干扰能力强。
3.2 脉冲串位置控制误差的操作
1) 在 没有加主电源之前,先加DC 12-24V电压。
2)加主电源到驱动器。
3) 当SERVO一ON时,电机处于待运行状态。
4) 在位置控制方式时,使偏差计数器零信号CL释放,使脉冲指令禁止信号INH释放,电机就处于SERVO-LOCK状态。
5)置参数NO.02 为零,此方式是位置(脉冲串)控制方式。
6)设置参数NO.2 9为参数值,电机转速正比于输人脉冲频率f X P25/P26 X P27 = 2 500 X 4Xn/60,指令脉冲输人方式选择如表1所示。
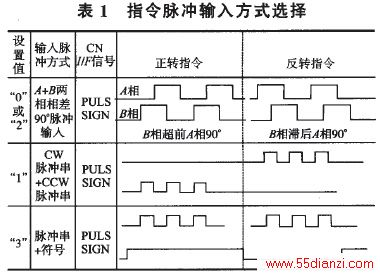
表1中 ,640” 或“2”时选择A,B两相相差900输人,"1”时选择CW 方向指令脉冲或CCW方向指令脉冲,"3”时选择脉冲串指令输人及符号输人。
4 数据采集卡PCL-718
PCL- 718多功能模人模出接口卡具有适用范围广、功能齐全、性能价格比高的特点。适用于符合ISA总线标准的IBM-PC/XT/386/486/586系列的原装机及其兼容机。可广泛应用于工业过程控制系统以及实验室数据采集系统。
PCL- 718具有安装方便,程序编制简单,抗干扰能力强的特点。用户可根据需要选择不同的输人方式。在本系统中我们应用的是该卡的脉冲计数功能和脉冲输出功能。PCL-718内有16位的可编程计数器8253,使用时只要将外部脉冲信号接到。通道即可。然后调用内部参数和功能就可进行脉冲计数与脉冲输出。
5 套色自动化系统简介与方案设计
本系统由1台PC机,PCL-718数据采集卡,MSD变频伺服系统组成控制核心,MSD的控制方式为脉冲串位置控制方式。其结构如图2所示。
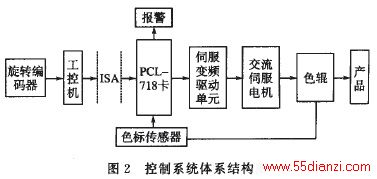
控制原理:整个传动系统由最初轴头上安装1台旋转编码器,随着传动系统的运转,编码器发出连续的脉冲信号,即每转n个脉冲,根据辊子周长,可换算出20 mm相当于多少个脉冲,作为工控机的输人信号。每个色辊后装置1台色标传感器,可以检测印品上的色标,把检测到的信号反馈到计算中,由软件控制输出控制量,调节色辊相对位置,消除印刷错位。
在套色印刷中,我们采用改变印版滚筒的转动角度以达到调整印刷位置的目的,其闭环控制如图3所示。
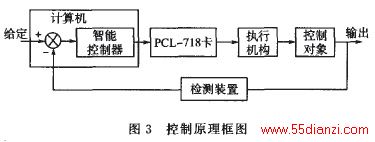
图3中 ,色标传感器的电脉冲信号输人到采集卡定时器的门控信号中,起动定时器对旋转编码器发出的脉冲信号计数,以达到测定位置的目的。执行机构是交流伺服系统,它由PCL-718卡驱动,工控机把检测到的位置信号与内存中预先测定好的标准值相比较得到偏差值,然后按照控制算法根据脉冲偏差计算出该发生多少个脉冲进行补偿,补偿脉冲由采集卡的脉冲输出端得到。补偿的脉冲数输出到交流驱动MSM042A中,驱动器处于脉冲串位置控制方式,参数NO-29应选如表1中的“3",此方式为脉冲串+符号。指令符号输入端应根据控制需要分别由采集卡发出高电平或低电平以控制电机正、反转,这时驱动器可以根据偏差的正、负值驱动电机正转或反转一定的角度修正位置偏差。
6 系统软件设计
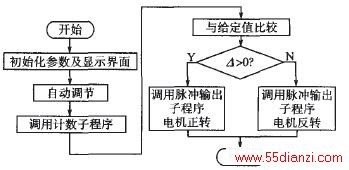
系统软件以VB为开发语言,在编程时可直接调用PCL-718的内部参数与功能,使用方便。系统的软件包括主程序(主程序框图见图4)、计数子程序、集成脉冲输出子程序。
1)主 程 序 。
2)计 数 子 程序。
① 设 置 参数0,1,39;②调用功能37,计数器初始;③调用功能43,计数开始;④调用功能45,停止计数并读出计数值。
3)脉冲输出子程序。
①设置参数0,1,39,41,42,43,44;②调用功能37,计数器初始化;③调用功能46,脉冲输出开始;④当需要停止输出脉冲时,调用功能47停止输出脉冲。
操作面如图5所示。从图5可以看出,界面上可以显示出脉冲总数,控制脉冲数,电机转向,单击自动调节整个控制系统就可以自动运行。在实验中,我们用脉冲信号发生器模拟旋转编码器,用色标传感器随机检测色标信号而发出的电脉冲信号模拟反馈信号,形成控制系统,效果较好。

7 结束语
本文应用全数字式高性能变频器的特殊功能脉冲串位置控制方式,其精度高,抗干扰性强。以全数字高性能变频交流伺服系统作执行机构,用PCL-718采集卡作驱动装置,用工控机作开发工具,用VB设计界面,组成一个控制系统,并把它应用到包装印刷传动控制系统中,实现高精度位置控制。由于PCL-718卡的驱动模块嵌入工控机中,可以通过改变模块灵活地实现各种控制算法的位置控制,以达到理想的控制精度和实时性。






