本文介绍了S7-200在油泵控制中的实际应用,同时详细阐述了系统的原理、组成及调试方法,以及替换欧姆龙PLC过程中的一些注意事项。
1、引言
飞剪作为热连轧轧机机组的重要设备,使用频率很高,每一块钢板都要切头和切尾。所以飞剪的润滑系统就非常重要,原润滑系统油泵的控制系统是随设备一起的欧姆龙的CQM1 CPU 41-V1,使用多年,精度达不到现在的工艺要求,备品备件已很难找到,原有的图纸及程序已经不存在,岗位工人对控制及连锁都不是很清楚,日常维护困难,以后还要与主传动连网通讯,因此,此次选用西门子S7-200系列PLC替代原有控制系统。
2、系统组成及原理
2.1 系统组成
热连轧飞剪润滑系统包括PLC一套,2台稀油泵,1台加热器,1个电磁水阀,相应的管道、油箱。如图1所示。整个系统是由西门子S7-200可编程控制器来控制,完成整个系统的连锁控制和保护,主控2台稀油泵,2台稀油泵的运行方式为一用一备。当飞剪运行前的准备好信号送来时,启动稀油泵。
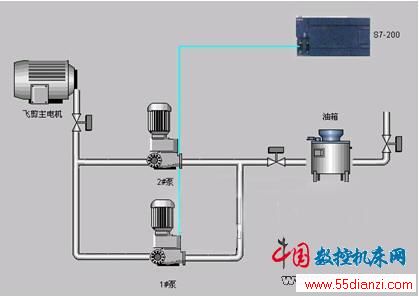
图1 系统组成
2.2 控制方式
系统分为手动和自动控制两种方式,在手动方式下为操作人员根据实际运行情况按照操作规程中的先后顺序来启动,在自动方式下1#泵、2#泵互为备用,全自动运行,当一台泵发生故障,另一台泵自动启动。下面详细介绍自动控制方式:
在操作台上把控制方式的选择开关选到自动方式,当飞剪运行前的准备好信号送来,1#泵或者2#泵启动,如果在2分钟内油压力到达0.4Mpa,则油泵正常运行,如果2分钟后油压达不到0.4MPa,则跳闸,并报故障,油压低指示灯亮。
正常运行过程中,且1#泵主用,2#泵备用,若压力信号低于0.4Mpa时,则自动启动2#泵,30秒内压力信号还达不到0.4MPa,则跳闸,油压低指示灯亮;30秒内压力信号达到0.4MPa,则1#泵停止,2#泵继续运行。
同理,正常运行过程中,且2#泵主用,1#泵备用,若压力信号低于0.4Mpa时,则自动启动2#泵,30秒内压力信号还达不到0.4MPa,则跳闸,油压低指示灯亮;30秒内压力信号达到0.4MPa,则2#泵停止,1#泵继续运行。
油箱液位控制,当油箱内的液位低于下限时,自动打开进油管的电磁阀加油,液位到达上限时自动关闭电磁阀。
油箱温度控制,油箱的温度低于10℃,自动加热,油箱的温度高于40℃,打开冷却水进行降温。
本文关键字:西门子 机床,应用领域 - 机床
上一篇:弧焊机器人工程技术






