摘 要:介绍采用单片机技术,对现有的倾转重力浇铸机控制系统进行改造,以实现对浇铸过程的多工位匀速控制。
关键词:浇铸机;单片机;电液比例调速阀;电位器
中图分类号:TG292 文献标识码:B
目前大型复杂铝合金铸件倾转压力浇铸机的控制系统采用继电器和接触器控制,技术落后、维修不便。浇铸过程通过点动进行工作,无法保证铸件的质量。为改变这种情况,采用单片机技术,使控制系统模块化,同时通过单片机对液压系统的控制,实现浇铸过程的连续多工位匀速控制。
一、单片机控制浇铸系统的基本结构
浇铸机的单片机控制系统是采用电位器对倾转缸的角度进行检测并反馈到单片机进行计算,输出信号送至电液比例阀,从而控制液压系统中倾转缸的回转,达到最终对浇铸过程的连续多工位匀速控制。
1.液压系统
为获得优质铸件,需要使浇铸速度能够按工艺条件及铸型结构等要求来加以控制。因此采用单片机控制技术用电液比例阀来代替传统的调速阀,提高了浇铸的平稳性及浇铸速度的控制精度。
根据浇铸机的动作顺序和各个功能单独控制的要求,使用四个液压缸,分别控制浇铸的开/合模、抽型芯/合型芯、顶出/退回等动作。四个支路都采用三位四通电磁换向阀来控制方向;倾转缸的速度由电液比例阀来控制。液压控制系统如图1所示。

2.单片机控制系统
单片机系统是控制电路的核心,它的主要功能是对倾转液压缸回转速度进行计算,并根据电位器检测到的液压缸倾转信号,分段输出电流信号控制电液比例阀,达到精确控制液压缸倾转角度的目的。同时单片机系统还需要管理输入/输出设备,协调整个系统的工作,使浇铸机操作方便、显示直观。还可根据需要方便的扩展系统功能,使单片机可以接收外部按钮开关、位置开关以及传感器的信号并加以处理后送出控制执行元件,实现浇铸过程手动和自动控制的有机结合。
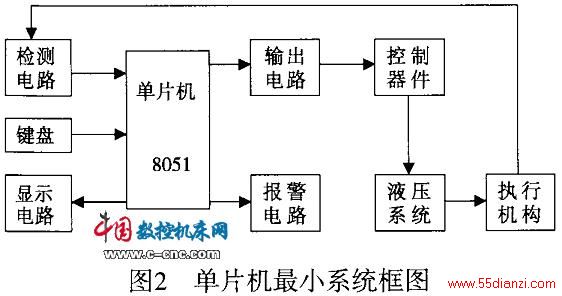
基于单片机的控制系统结构简单、成本低,考虑到系统的扩展性,单片机采用Intel公司的8051芯片。系统的结构主要包括单片机、检测电路、键盘、显示电路、输出电路、液压系统、报警电路、执行机构等,系统框图如图2所示。