摘要:M型磨床是一种自动化程度要求较高的机电设备,用PLC和变频调速技术改造传统继电器控制的无心磨床的控制电路,改变了过去传统的以时间继电器为核心的时间控制方式,实现了对无心磨床工序的自动控制,取得了很好的经济效益。
关键词:无心磨床;PLC;变频器;自动控制
0 引言
M型磨床是M1050型无心磨床的简称,是一种自动化程度要求较高的机床设备,主要对圆锥度小于1:20的圆锥体和各种成型回转体零件的切入磨加工,附加通磨托架,可作通磨加工。磨床控制系统一直采用继电器逻辑控制方式,导轮的速度调节由直流变换装置控制直流电动机得到,既不方便,效率又低。
为了解决上述磨床控制系统的缺点,决定对其电气控制系统实行新的设计。用PLC和变频调速技术改造传统继电器控制的磨床控制电路,改变了以时间继电器为核心的继电器逻辑控制方式,实现了对磨床工序的自动控制。用变频器控制磨床导转电动机的转速后,把过去的直流电动机换成交流电动机,可大幅度提高传动效率,简单方便。
1 M型磨床控制的工艺要求及过程
M型磨床由五台交流电动机驱动,其中一台电动机需无级变速控制,用变频器控制该台电动机得到无级变速。主控电机控制的对象分别是润滑、冷却、磨削轮、液压和导轮。
根据M型磨床切入磨学工艺要求,在一个运转周期内由3个电磁阀分别控制4个工作对象来完成,一个周期的操作流程如图1所示。从图1中可以看出,4个工作对象分别是导轮架快慢进、导轮架快退、推料杆推料、推料杆返回。

2 M型磨床电气控制系统
2.1 M型磨床电动机主电路设计
为M型磨床变频调速控制主电路接线原理图,如图2所示。
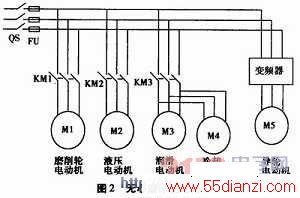
图中,QS为空气开关,液压电动机M2和导轮电动机M5可以随机启停,磨削轮电动机M1和润滑电动机M3二者之间为顺序控制方式,即润滑电动机M3先启动,磨削轮电动机M1后启动。导轮电动机M5由变频器控制,无级调速。
变频器设定为外部控制方式2,方法是把Pr.79的内容写为2即可。无级调速是由变频器上一个外接的电位器调节得到。
www.55dianzi.com
2.2 PLC的I/O地址分配
变频器选用日本三菱FR—E500系列变频器,PLC选用日本三菱FX系列FX2N-48MR型PLC。
根据图1所示M1050型无心磨床的一个工作周期,磨床的实际切入磨削循环是由3个液压电磁阀的不同工作组合实现的,三个电磁阀分别是1CT、2CT、3CT,例如,导轮架的慢进是由2CT、3CT同时接通实现的,推料杆的推料是由1CT接通实现的。磨床的切入磨削循环如表1所示。

注:0表示工作,-表示停止。
每个工序之间的转换是由光电传感器的信号或定时器决定的,光电传感器共有4个,分别是:导轮架进给快转慢传感器1XK,导轮架进给到底传感器2XK,导轮架后退到底传感器3XK,推料杆推到底传感器4XK。
如上所述,确定PLC的I/O地址分配如表2所示。

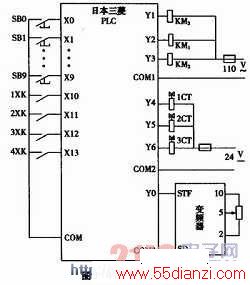
2.3 PLC硬件接线图
根据图2和表2所示内容,设计出PLC硬件接线图如图3所示。
www.55dianzi.com
3 PLC程序设计
3.1 PLC状态图
根据图1、图2、表1和表2所示内容,设计出PLC的状态图,如图4所示。
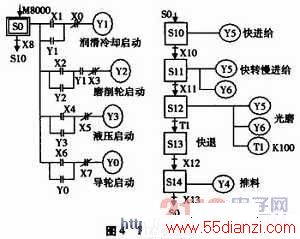
在图4中,共有6个状态,S0状态为等待启动选择状态,PLC上电时M8000始终把S0打开,在此状态下应首先把润滑和冷却电动机启动起来,然后才可以启动磨削轮电动机。液压电动机和导轮电动机根据加工需要实行随机启动,导轮电动机启动后,其速度通过变频器可以无级调速,一个可变电位器R与变频器连接,如图3所示,旋动R,可以改变导轮电动机的转速。
S10-S14状态为M1050型无心磨床的切入磨削循环。按下切入磨削循环启动按钮X8,无心磨床进入S10状态。S10状态下,Y5通,电磁阀2CT得电,导轮架快速进给。快进到位,导轮架进给快转慢传感器1XK(X10)闭合,快进停止,磨床进入S11状态。S11状态下,Y5、Y6通,电磁阀2CT、3CT得电,导轮架快转慢进给。慢进到位,导轮架进给到底传感器2XK(x11)闭合,慢进停止,磨床进入S12状态。S12状态下,Y5、Y6通,电磁阀2CT、3CT得电,定时器T1定时10秒,磨床进入光磨阶段。光磨时间到,定时器T1闭合,光磨结束,磨床进入S13状态。S13状态下,电磁阀全部失电,导轮架快速退回。导轮架后退到位,导轮架后退到位传感器3XK(X12)闭合,快退停止,磨床进入S14状态。S14状态
下,Y4通,电磁阀1CT得电,推料杆推料。推料到位,推料杆推料到底传感器4XK(X13)闭合,推料停止,磨床进入S0状态,推料杆返回,回到第一步S0状态,等待下一次的一个新的工作循环。
3.2 PLC步进梯形图
根据图4所示的PLC的状态图,可以设计出PLC的步进梯形图,进而可以写出PLC程序清单,此处从略。
4 结束语
系统结合了机械、PLC、变频器等方面的技术,用较低的成本成功地对原有控制系统进行新的设计,使得该M型磨床适应了自动化控制的要求,在实际使用中性能稳定,操作方便,生产效率高,取得了很好的经济效益。
上一篇:电力变换装置中短路保护电路的设计






