一、手工焊接技术
1、焊接工具
电烙铁在手工锡焊中担任着加热焊区被焊金属,熔化焊料和调节焊料用量等多重任务。除了手枪式快速电烙铁外,其余电烙铁的结构大同小异。
烙铁头的外形主要有直头、弯头之分。工作端的形状有锥形、铲形、斜劈形、特制形等。可以根据加工的对象和个人的习惯来选择。普通电烙铁头是用热容比大、导热率高的纯铜(紫铜)制成。锡和铜有很好的亲和力,因此熔融的焊锡很容易吸附在烙铁头上。
焊接所用的其他工具还有吸锡器、放大镜、镊子、尖嘴钳、小刀等。
2.焊料
焊料又名钎料。在锡焊工艺中所用的焊料焊锡,通常是锡(Sn)与另一种低熔点金属铅(Pb)的合金。
为了提高焊锡的理化性能,有时还掺人少许的锑(Sb)、铋(Bj)、银(Ag)等金属。有些铅焊锡料中除锡、铅以外还台有其他微量金属成分。“微量金属对焊料性能的影响很大。其中,锑可以增加强度,少量的锑可眺防止低温下4锡疫”现象的发生。银可以增加导电率,改善焊接性能。含银焊料可以防止银蜡在焊接时熔解,特别适合于陶瓷器件有银层处的焊接及高档音响产品的电路和各种镀银件的焊接。加入铋、镉、铟等金属可以降低焊料的熔融温度,制成低熔点焊料,但金降低焊料的机械性能。焊料成分为63c的锡与37%的铅的熔点最低(183℃,并且在熔化或凝固时不经过半熔融状态,特别适合于焊接操作,容易得到性能优良的焊点,这种焊料称为共晶焊料。
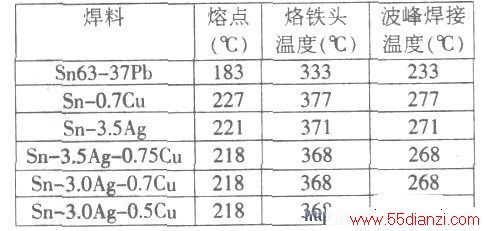
锡铅焊料中的含锡量越高,其浸润性越强。而含铅量越高,焊点表面耐腐蚀性能越佳。为满足环保要求,目前使用无铅焊料较多。采用电烙铁焊接时,由于焊接件大小、电烙铁功率和类型不同、焊锡丝和线径的不同,手工焊接的温度应为焊料的熔点加上150℃左右。不同类型的焊料及其熔点、烙铁头温度如表所示。
3、助焊剂
助焊剂的熔点比焊料低,其比重、黏度、表面张力都比焊料小。在焊接时,助焊剂必定会先于焊料熔化,很快地流浸、覆盖于焊料及被焊金属的表面,起到隔绝空气、防止金属表面氧化,降低焊料本身和被焊金属的表面张力,增加焊料润湿能力的作用,并且能在焊接的高温下与焊锡及被焊金属表面的氧化膜反应,使之熔解、还原出纯净的金属表面来,这时液态焊料的表面才得以 体现它的表面张力和漫润性能,金属间的扩散才得以进行。助焊剂的品种繁多,配方标准不一。焊剂分为有机类和无机类,有机焊剂又分为松香基和非松香基焊剂。在电子技术中主要使用以松香为主的有机焊剂。松香是天然树脂,在常温下呈浅黄色到棕红色透明玻璃状固体,松香的主要成分为松香酸,在74'C时熔解并呈现出活性,随着温度的升高,作为酸开始起作用,使参加焊接的各金属表面的氧化物还原、熔解,起到助焊作用。无铅助焊剂采用天然松香,经特殊化学反应,去除天然树脂中的杂质与不良物,并配合多种高精密焊锡材料添加反应合成,具有快千、焊点光滑、结构饱满、无腐蚀性、焊接性好、稳定安全等特性。
4、焊接过程与操译要领
(l)焊接前的准备l)检查烙铁。2y调好烙铁的温度。3)试焊。准备好时电烙铁应该先镀锡,以便让烙铁头能带上适量的焊锡。要不时地用烙铁头蘸~下松香,使焊锡、烙铁的工作面总是被一层松香的油膜包裹着。
(2)烙铁的握法和焊锡丝的拿法一手握电烙铁.另一手拿焊锡丝(一般右手握电烙铁,左手拿焊锡丝)。
(3)焊接操作三步法
1)准备。烙铁头和焊锡靠近被焊元器件引出脚并认位置。2)放上烙铁头和焊锡丝。同时放上烙铁头和焊锡丝熔化适量的焊锡。3)拿开烙铁头和焊锡丝。焊锡在被焊物表面浸流开来达到要求后,拿开烙铁头和焊锡丝。
注意:拿开焊锡丝的时间不得迟于烙r铁的撤离时间。焊锡丝应从烙铁头移向对面,沿着元器件的引脚方向问上拿开。烙铁退出焊接点的时机,以焊锡扩散到目的范围,并且松香颜色变成淡褐色为准。撤离烙铁的速度要快.撤离方向是沿着元器件的引脚方向向上提起。
(4)手工焊接中的七大坏习惯
焊接方法不当,会导致严重的外观不合格甚至报废。应避免一些不良习惯,常见的七大坏习惯是:(1)用力过大;2)焊桥不合适;3)烙铁头的尺寸不合适;4)温度过高;5)助焊剂使用过多;6)转移焊接;7)不必要的修饰或返工。
检验焊接质量有多种方法,比较先进的方法是用仪器检验。而在通常条件下,则采用观察外观和用烙铁重焊的方法来验证。
二、浸焊技术
浸焊是将安装好组件的线路板浸入熔化状态的锡液中,一次完成线路板的焊接。小批量生产中仍在使用浸焊。浸焊设备是自动恒温的锡炉,以及预热和涂助焊剂的设备。
三、波峰焊接技术
波峰焊接能够提供优秀的焊锡质量和较短的焊锡工时。
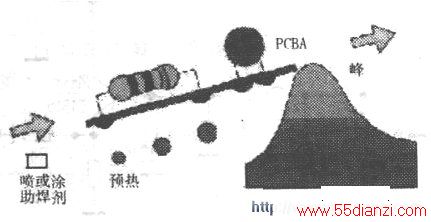
波峰焊锡机主要是由运输带、助焊剂添加区、预热区、锡炉等组成。运输带将电路板送人波峰焊锡机.沿途经助焊剂添加区、预热区、锡炉等。助焊剂添加区主要由红外线传感器及喷嘴组成。红外线传感器作用是感应有没有电路板进入,助焊剂的作用是在电路板的焊接面上形成保护摸。预热区提供足够的电路板温度,以便形成良好的焊点。
红外线发热可以使电路板受热均匀。锡炉内有发热管、锡泵,提供良好的波峰。波峰焊示意图见下图。
在双波峰系统中,第一个波是湍流波,用于防止虚焊,第二个波是平滑波,波的湍流部分防止漏焊,保证穿过电路板的焊料分布适当。焊料以较高速度通过狭缝渗入,从而透入窄小间隙。喷射方向与电路板进行方向相同。单靠湍流波本身并不能适当焊接组件,它给焊点上留下不平整和过剩的焊料,因此需要平滑波来消除湍流波产生的毛刺和焊桥。而层流波则与传统的通孔插装组件使用的波一样。因此,当在机器上焊接传统组件时,可以把湍流波关掉,用层流波进行焊接。
安装波峰焊机时,除了要使机器水平外,还应调节传送装置的倾角。通过倾角的调节,可以调控PCB与波峰面的焊接时间,适当的倾角有助于焊料液与PCB更快地剥离。
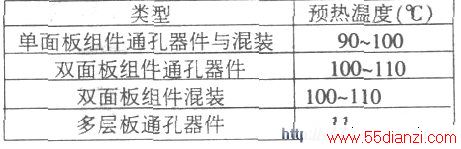
预热温度,是指PCB与波峰面接触前达到的温度。具体的预热温度设定见下表。
焊接温度非常重要。通常,焊接温度高于焊料熔点500℃-60℃(具体设定请参考表1)。在大多数情况下,焊接温度是指焊锡炉的温度。实际运行时,所焊接的PCB焊点温度要低于炉温,这是因为PCB吸热的结果。
波峰高度,是指波峰焊接中的PCB吃锡高度。其数值通常控制在PCB板厚度的1/2—2/3,过高会导致熔融的焊料流到PCB的表面,形成“桥连”。
四、回流焊技术
采用表面安装技术SMT(Sur.faceMountTechnoIogy).组装密度高、产品体积小、重量轻(体积缩小40%-60%.重量减轻60%一80%)戚本降低30%~50%,可靠性高、抗振能力强、焊点缺陷率低、高频特性好,减少了电磁和射频干扰,易实现自动化.提高生产效率。
回流焊接中一项重要的工艺过程回流——焊炉的温度曲线的设定是否合理,是焊接效果好坏的关键,即要得到优质的焊点,一条优化的回流温度曲线是最重要的因素之一。温度曲线是施加于电路装配上____的温度对时间的函数。影响曲线的形状参数中,最关键的是传送带速度和每个区的温度设定。
带速决定机板暴露在每个区所设定的温度下的持续时间,增加持续时间可以允许更多时间使电路装配接近该区的设定温度,每个区所花的持续时间总和决定总的焊接时间。
热风回流焊过程中,焊膏需经过以下三个阶段:溶剂挥发;焊剂清除焊件表面的氧化物;焊膏的熔融、回流以及焊膏的冷却、凝固。
温度曲线的设定没有固定模式,一般是根据锡膏的性质和所焊接的PCB及元器件的种类多少而定。设定时,以锡膏厂商提供的参考温度曲线为基础,结合PCB实际情况并根据自己的经验进行较小调整。一般在设定时可多测几次,直到焊接效果达到满意为止。具体应用请参考标准PC/IEDECJ-STD-020B和IPC-A-610D。
回流焊接所需温度条件有PCB材质、PCB大小、元器件重量和锡浆型号类别等。设定后,在投入半成品前,需由生产技术人员确认炉温,指导放板密度和方向。
回流焊接检测内容有:l_组件的焊接情况,有无桥接、立碑、错位、焊料球、虚焊等不良焊接现象;2.焊点的情况。检查方法依据检测标准(如企业的工艺标准、IPC/JEDECJ一STD-020B、IPC-A-610D)目测检验或借助放大镜检验。
2006年7月,欧盟环保指令RoHS正式执行.电子电气产品强制限用六大有毒物质。其中,有毒物质铅(pb)是重点限用对象。因此,目前主要使用无铅焊锡(Pb-FreeAssem—bly),但有铅焊锡(Sn-PbAssembly)仍在使用,随着环保意识的增强,有铅焊锡将会成为历史。
上一篇:笼型异步电动机断笼后的维修方法






