现有几台点焊机,是在一块不锈钢板上焊接四颗螺母的,两把焊枪,分两次完成。焊接过程有五个动作:上下气缸上升(夹紧工件)—焊枪A触发(焊接)—焊枪B触发(焊接)一上下气缸下降(松开工件)一左右气缸向左(或右)(工件移位),这样只完成两颗螺母的焊接,接下去再重复一遍上述动作,完成.另两颗螺母焊接。为减轻工人劳动强度,提高效率,只设一个启动操作按钮:
按一次按钮完成五个动作及动作间必要的延时。以及控制电路要完成上下及左右两个电磁换向阀及两个焊枪触发的控制。
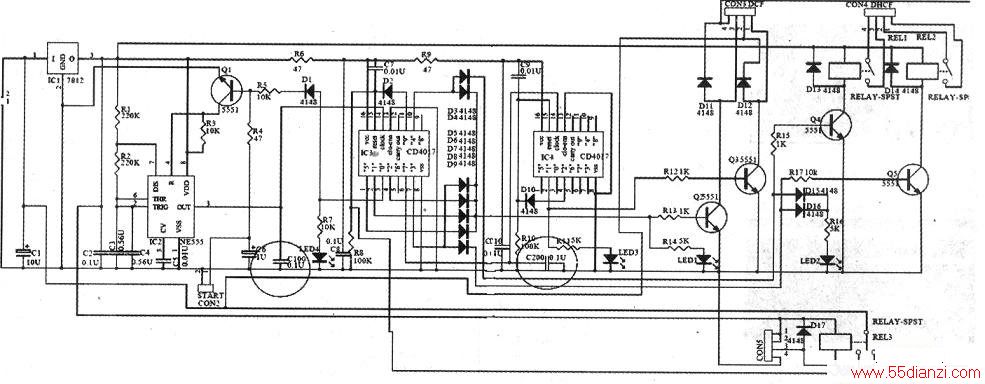
电磁换向阀用24V直流电源供电,由三极管或MOS管控制,电焊机是电容充电式焊接的,为了实现电性的隔离,用继电器触点控制焊枪的触发。采用典型器件CD4017,以实现时序分配的功能。
整个电路原理图中可以看出IC3的Q1,Q2,Q3,Q4,Q5输出脚,通过二极管隔离后连接在一起,因此这一路的脉冲宽度相当于5个CP周期的宽度。这里面包含两个焊枪的触发脉冲,即:Q3和Q4。这个过程的动作是:在CP脉冲的第一个上升沿输出高电平,使推动上下气缸电磁阀的三极管Q2(斜体和lC以区别)得电,电磁阀吸合,气缸带动工件上升直到夹紧。在5个CP脉冲周期内气缸一直保持这种状态。而到Q3,Q4输出高电平时焊枪A和B的触发控制继电器分别吸合,从而触发焊枪完成两颗螺母的焊接。当Q6输出高电平时上下气缸电磁阀失电气缸开始下降。图中的IC4接成双稳形式,在14脚脉冲的上升沿触发翻转。而14脚的脉冲来自IC3第6脚即Q7,因此当Q7输出高电平时,控制左右移动的气缸电磁换向阀动作使焊枪从左移到右或从右移到左,为继续焊接后两颗螺母做准备。而当Q9输出高电平时,D2导通,高电平加到CD4017第15脚,电路复位QO输出高电平使前级时基电路停止工作,脉冲信号停止,一个动作循环完成。
时序脉冲由时基电路NE555组成。 R1R2及C3C4决定振荡频率。T=1.1RC=1.1*0.44*1.12=0.54(S)脉冲信号从IC2第3脚输出加到IC3的14脚。NE555第4脚时复位端,低电平有效,只有第4脚高电平,电路才能振荡输出脉冲信号。利用NE555的这个特性可以控制整个电路的工作与否。本例中的启动电路由Q1,R3,R4,R5,C6,D1及启动按钮组成。
上面谈到当完成一个动作循环后IC3的第3脚QO输出高电平,这个高电平经D1,R5加到基极使Q1导通,而Q1发射极接电源负极,因此NE55的复位端被拉到低电平,电路复位无脉冲输出。当按下STAR按钮,基极通过R4及STAR按钮接低电平,Q1截止,NE555复位端通过R3接电源正极,电路开始工作,脉冲信号得以输出。整个电路又开始一次新的循环。
这里需注意图中的C100及C200这两颗电容一定不能省的。调试初期这两颗电容用100K电阻替代,结果在工作一段时间后动作失调。特别是左右移位气缸偶尔会出现不动作的情况。经分析可能是因为多个干扰的尖脉冲串人CD4017时钟端,因这些脉冲脉宽很小,当传递到IC3和IC4的复位端时,这两个引脚接的电容C7,C9两端电压无法突变,复位失败,导致电路动作不正常。后来把电阻改成电容,再调试就正常了。经长时间使用没有再出现动作异常的情况。
C7,C9的作用是保证开机瞬间电路处于复位状态,在按下STAR按钮前电路不会动作。
为了进一步加强电路的可靠性,在电路中海加入了光电控制自动复位电路。当位于工作位置的红外光线被操作者遮挡时,STAR按钮无效,就是已经按下按钮电路开始工作时,一旦光线被遮挡,电路马上复位。这个功能可以保证操作者在伸手装入螺母时,上下控制气缸不会向上动作,避免压伤手臂等事故的发生。光电控制器可以买成品,安装在操作工伸手装螺母时能够遮挡光线的位置即可。这部分参考上图中的CON5部分电路。
电源部分:24V输入直流电源分成两路,一路作为电磁换向阀的供电电源,另一路经三端稳压器LM7812转为12V电源为NE555及CD4017供电。为了减少电源的干扰,电路中加入了R6R9及C8C10组成退藕电路。
本文关键字:焊机 PLC工业控制,电器控制 - PLC工业控制
上一篇:基于PLC步进电机的控制设计






