��ҡ������Ϊ��֮��Ч��һ������ʽ������ҡװ�ã����ļ�ҡЧ�ʸߣ�����60����ķ�չ���ѹ㷺Ӧ���ڸ��ִ����С����ļ�ҡԭ���ǣ�������ˮ����ʻ�����У�������ˮ����һ���ٶȺ���б�ǵ�ʱ�ͻ����һ�����������ô������������������ֿ����˵ĸ������أ���ɴﵽ��С������ҡ��Ŀ�ġ����ſ�ѧ�����ķ�չ����ҡ��ϵͳ���������ƣ���ҡЧ��Ҳ�ڲ�����ߡ�
���������ڹ�ҵ�������Զ������������У����ձ�����һ�����Ϳ����豸--�ɱ�̿�����(PLC)��Ŀǰ��PLC�������ž��ȸ��ߡ����ܸ��ࡢʹ�ø�����ķ���չ����PLC�ķ�չ����������PLC���Ƽ�������Ϊ���ҵ�Զ�������Ҫ�ֶΡ����������ҡ������ϵͳ�У�ʵ�����ֻ����ƣ�����һ����߿���ϵͳ������ԺͿɿ��ԡ�
1 ��ҡ���涯ϵͳ�Ĺ��ɼ�����ԭ��
��ҡ�����涯ϵͳ�������Կ���ϵͳ�Ŀ����źţ���ת���������м�ת�����ʷŴڡ�����ǰ��ÿ���涯ϵͳ��±15V��ѹ��Դ��DYCJ���ۺϷŴ��SKCJ������ת����SCCJ��Һѹ����ϵͳ����ת����������������λԪ������ɡ��涯ϵͳӦ������"���١�ȷ���ȶ�"�ع�����Ŀǰ���������ҡ�����涯ϵͳ����"��-Һ�涯ϵͳ"����ϵͳ��NJ4�ͼ�ҡ���ķ���ʽ��Һ�涯ϵͳΪԭ�ͣ����������ʵ��ĸĽ������������ϸ���ܡ�
ԭ���涯ϵͳ�Ĺ���ԭ��ͼ��ͼ1��ʾ�����Ƚ����Կ��������ź��͵��ۺϷŴ��·��SKCJ(�ò�����ܶԿ����źŽ��и���)�������������źŽ��д�����͡�У�����Ŵ�Ȼ���������Ƿ����źŽ��ж��δ�����͡�У�����Ŵ����͵�����е������ϵ������ܵ�Һ�ŷ��������е�-Һ�ź�ת������Һ�ŷ�������SKCJ������źŵĴ�С�ͼ��Ե���������Դ�����Һѹ�͵�����������ʹҺѹ�Ļ����ٶȺ��˶��������仯����������е������ϵ�ҡ��ת����ʹ��ת����һ���ĽǶȲ�����Ӧ�ĶԿ����ء�
��������ϸ�������ȫ��PLCʵ�֣�ԭ���涯ϵͳ�еĸ���Դ�������Ҳ����PLC��ģ��ȡ����
2 �涯ϵͳ�ĸ���
2.1 ��ҡ���涯ϵͳ�ĸ������
PLC�涯ϵͳ�������Կ������Ŀ����źţ����������ݸ��ŷ�ϵͳ��������ҡ���ƶ���ָ��λ�ã�ͬʱ������źŷ�����PLC�����ɿ��ƻ�·��ϵͳ������ԭ����ͼ2��ʾ��

2.2 ϵͳ��PLC��ѡ��
���ڴ��������ڻ���˲Ϣ���ĺ����ϣ����������dz����ӣ���������ڵ��¶��ܹ��ﵽ55�棬ʪ�ȸ����Դﵽ95%�����Ҵ��ڸ���ǿ�ҵij���������������Ҫ��װ�ڽ����ϵļ�ҡ��ϵͳ�н�ǿ�Ŀ������������������Ͽռ���С��������װ�豸�����Ҳ��һ����Ҫ�����ڼ�ҡ���涯ϵͳ���������������ԣ���ϵͳ�е�PLC�нϸߵ�Ҫ���ǵ�����ָ�ꡢ���ܡ�����ͼ۸�����أ�����ѡ�������µ繤��FP0ϵ�пɱ�̿������� ϵͳ��Ҫ������Դ��Ԫ�����Ƶ�Ԫ������ģ�������������Ԫ��PLC���������¶���0��55�淶Χ�ڣ������������ʪ��Ϊ30%��85%��ģ��������PLC�ڲ���·֮����ù����������и��룬ͬʱ��������������˲�����ʹ֮���ϼ�ҡ��ϵͳ����������Ҫ��
2.3 PLC����ʵ�ֵĹ���
����ϵͳҪ������Ҫʵ�����¹��ܣ�
(1)������ϵͳ��Դ������źŽ��м�⣬�緢�����¡���λ�ȳ��ֹ��ϣ�ϵͳͣ�����Զ�������
(2)�����Կ������������źŽ��м�⣬��֤��ʼ�ձ����ڹ涨��Χ�ڣ��Ա�֤��ҡ������ת�Dz������伫��ֵ;���Կ����źŰ�һ�����ƹ��ɽ��д�����
(3)����ת������ʱ���������ǵ�λ�ƽ��յ��ķ����ź�������Ŀ����źŽ��бȽϣ����ɻ�·��ʵ�ָ��������������ź��뷴���ź��ۺϴ����õ��Ľ����Ϊ����ָ�������˿ڡ�
(4)���PLC�������Һ�ŷ������ź��Ƿ����Χ���糬��������Ӧ��������֤�ŷ����ͼ�ҡ��������ȫ�ع�����
(5)�ڹ���ǰ��ͣ��ʱ���ݲ�����Ҫ��ʱ����ҡ�����е���λ��������Ҫ��λ�á�
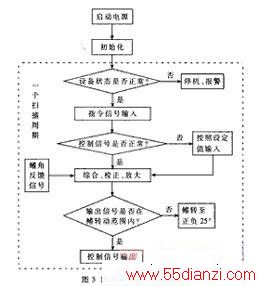
�涯ϵͳ�������ܿ�ͼ��ͼ3��ʾ��
2.4 ϵͳ�����д��ڵ����⼰�������
ϵͳ��������ʱ������Ӧ����60�棬��λӦ����300mm������������ָ�꣬���������ڲ��Ĵ��������ؽ��պϣ������ѹ�źš�Ϊʵ�ֶ����º���λ�ļ�⣬��Ҫ���������º���ѹ����·�ź������PLC���м�颟������ռ��PLCģ��������/�����Ԫ����������˿ڣ����ӵ�Ԫ������������ǵ����º���ѹ�仯�ϻ�����û�б�Ҫʱ�̼�����仯��������������ö�ʱ�������������̵������濪�أ�ʹ���º���ѹ�ź�ֻͨ��һ·ͨ����������PLC����PLC�ڲ����м�⣬�ﵽ���ͳɱ���Ŀ�ġ� ��ͬ������ʱ�ı��ͽǶȲ�ͬ������н��������������Ƕ��趨��±25°���ڡ�������ʵ�����뷴����ѹ�ı�����ϵ������ȷ��������±25°ʱ��Ӧ�ķ�����ѹ��±2.2V������������ѹֵ��ΪPLC�������ѹ�źŽ��м��IJο�ֵ����PLC�����зֱ���ʮ������ֵ±K440��ʾ�����ο���ѹ��PLC�����ź����������Һ�ŷ���ǰҲҪ���м�⣬��һ�����ı����Ǽ�ҡ���Ĺ������ѹ�����ǵ�Һ�ŷ����Ķ������Ŀ���DZ�֤�ŷ�������������ȫ�������ŷ��������Ķ����Ϊ±8mA����Ȧ����Ϊ1000±100Ω������FP0ϵ��PLC���������Χ��0��20mA֮�䣬��Ϊ�ŷ����ṩ����������PLC�ĵ�ѹ�����Χ��±10V֮�䣬��˽���ѹֵ��Ϊָ���ź������ŷ������ŷ�����������Ȧ����Ϊ2000Ω���ɴ˵õ��ŷ��������ĵ�ѹ���Դﵽ±16V��ϵͳ����У�Ϊʹ�ŷ���ʼ�չ���������������PLC���ŷ����������ѹ����±8V���ڢ���PLC�����зֱ���±K1600��ʾ�����ο���ѹ����ָ���ź���±8V֮�ڣ�������������������±8V�ķ�Χ������±8V����� ��������FP0ϵ��PLC��PID���֧�ָ������㣬�����涯ϵͳ���Ʋ��ֲ���������Ƶ�PD�������ÿ�γ�������ǰPLC�����Զ��Ը���Ҫ�Ĵ������㣬��������������ʱϵͳ��������Ҫ�Ķ�����������������FP0�ͺŲ��ṩС�����㣬��˶�������������ֻ�ܲ�����������Ĵ�������������ϵ��ֻ���趨��������Ϊ�˿˷���һȱ�㣬�����Ƚ��洢��DT20�е�ָ���ź������Ƿ����źŵIJ�ֵ����һ��ʮ���Ƶ�ϵ��(��K47)�����õ�����ֵ�洢��DT30�У��ٽ�DT30�е����ݳ���һ��ʮ����ϵ��(��K10)���������յõ���������DT20�е���ֱֵ�ӳ���4.7��Ľ��������ȫ��ͬ����ʱ����֮������һ����С��ƫ����Ժ��Բ��ơ������ͽ���˱���ϵ��ֻ���������IJ��㣬��ȷ��ʵ���˱������ơ� 2.
5 �涯ϵͳ���ܷ���
ϵͳ���������Ϻ�Ҫ��װ���Ը��˿ڽ��в��ԣ�ȷ����������������ϵͳ�������������ɵ��涯ϵͳ����һ����ֵΪ1V�Ľ�Ծ�źţ��õ�ϵͳ�ĵ�λ��Ծ��Ӧ��ͼ4��ʾ��
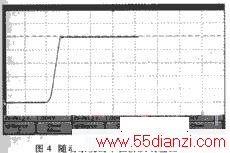
��ͼ�п��Կ�����ϵͳ���������2%���ڣ�����ʱ��С��0.6s������ʱ��С��0.8s����̬�����е�����Ϊ3����������ָ����ȫ���ϼ�ҡ���涯ϵͳ�Ĺ���Ҫ��
�������õ���̬Ʒ�����⣬��Ҫ���㹻����̬���ƾ��ȡ���̬���ƾ��ȷ�ӳ�˶�ϵͳ����̬���Ի���Ƶ���̬���ȵ�Ҫ���ں�ֵ����ϵͳ���ڹ������������ֵ���䣬Ҫ�������Ҳ���䣬���ע������Ŷ������������̬���;�������涯ϵͳ����������������ɱ仯����Ҫ���������һ���ľ��ȸ���������仯�����ע����DZ�����������֮������ڼ���涯ϵͳ���ܵ�ʵ���У�����Ľ�Ծ�źŷ�ֵΪ1V��ϵͳ����̬���Ϊ0.986V����̬���С��2%����������ָ������ϼ�ҡ��ϵͳ���涯ϵͳ��Ҫ��
�������������Ƿ�����ѹ�ı�����ϵͼ���������ֵ��±0.9V֮��仯�������ź���Ϊָ���źţ�ʹ��ҡ����ָ���źŵĿ����£���±10°֮�����ذڶ�������ָ���źŵķ�ֵ���䣬�ı��źŵ�Ƶ�ʣ��õ�����ϵͳ��Ӧ�ķ�ֵ����ǡ�����ʵ�����ݿ��Եõ��涯ϵͳ�ķ�Ƶ���Ժ���Ƶ���ԣ��ֱ���ͼ5��ͼ6��ʾ����Ҫע����ǣ�ϵͳƵ������ͼ�еĺ����겻��ͨ��ʹ�õĶ����ֶ�lgω������ֱ��ʹ��ω��
���Ĺؼ��֣�������ϵ��ʽPLC��ҵ�������������� - PLC��ҵ����






