4系统软件设计
检测装置的软件部分,主要指测试装置的监控软件和下位机PLC控制站软件设计。上位机监控系统功能框图如图3所示。
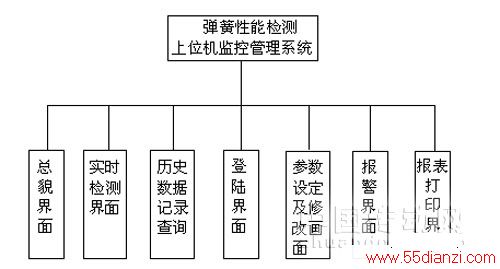
图3上位机监控系统功能框图
该软件是根据弹簧的检测工艺流程,基于VB6.0编程软件编制而成的.采用专家控制方式对整个检测过程进行实时监控,具有弹簧压缩参数设置、测试数据记录查询、打印报表、模拟键盘输入等功能。检测装置的主控制界面如图4所示。
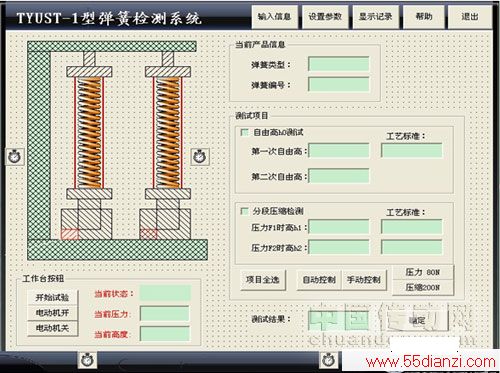
图4上位机主控制界面
监控软件一方面通过对计算机缓存区中接收到的信息进行解析,判断处理,完成弹簧检测过程的实时动态显示、数据记录、限位报警、故障诊断等操作;另一方面通过对PLC发送控制信息,完成对伺服系统高频脉冲信号、开关量信号的输入。PLC与计算机的串行通信是通过PLC控制器上的RS-485串口和计算机上的RS232串口来完成的。PLC控制通过“校验、手动、自动”选择开关选择相应的工作方式,主程序流程图如图5所示。
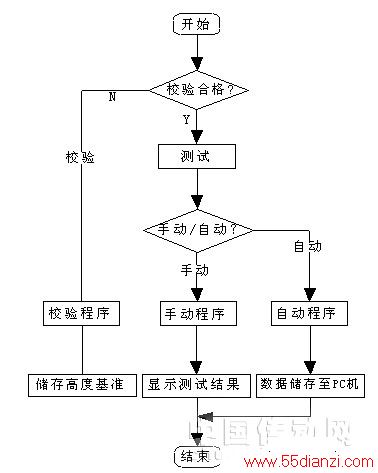
图5主程序流程图
5结语
本系统功能较强,采用了可靠性较高的工控计算机和PLC进行控制,实现了检测过程的智能化。自动化程度高,可靠性好,不但排除了原有检测过程中人为因素的影响,使检测结果更加准确,而且大大降低了工人的劳动强度,节约了作业时间,提高了生产效率。投入应用以来,设备运行正常,维护、检修工作量少,大大降低了维护检修费用;另外,其友好的人机界面,使得整个系统更形象直观,易于操作,保证了现场运行的安全可靠性,在弹簧工业发展中具有较高的推广价值。
参考文献
[1]王兴,赵媛静.基于PLC控制的制动缸缓解弹簧检测装置[J].工程与实验.2011(5).
[2]章彬宏,王琳.基于PLC的弹簧测试机控制系统[J].科技论坛,2003(9).
[3]廖常初.PLC编程及应用[M].北京:机械工业出版社.2005.
[4]许万里.智能弹簧检测装置的研制[J].应用科技.2001,28(7).
上一页 [1] [2]
本文关键字:检测 PLC工业控制,电器控制 - PLC工业控制






