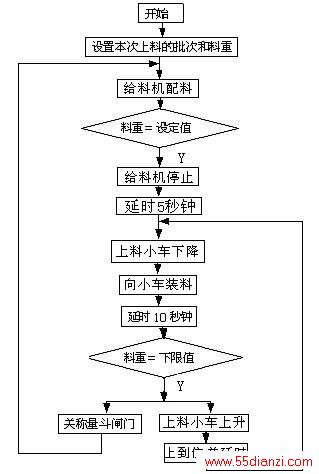
图5 石灰窑自动配料、上料部分主流程图
本文中采用的是梯形图方式编程。本系统的控制分主控室集中和机旁两种工作方式,在主控室的操作界面中,又分为手动和自动方式。整个控制程序是用ABB Codesys v2.3实现的,大致分为如下几部分:小车上料、配料、称重、布料、出灰、风量控制、电机电流、温度、压力、流量等模拟量的显示报警,其中配料称重和上料控制是本系统的控制难点,在编程中需要考虑的因素较多,并利用一些技巧,如称重时的偏差及偏差的修正,石灰石给料机的工备切换,石灰石给料、焦炭给料的连锁,给料量的设定、累计,上料与配料的连锁,各种故障及误操作的处理等,图5为配料、上料部分在自动工作方式下的主流程图。
PLC的一个显著特点就是进行逻辑控制,可以把这种控制有效的应用在处理模拟量数据中,如模拟量数据的采集与变送。对于象温度、压力、流量等这样的模拟量输入输出参数必须实时在线采集和测量,检测部分由一次仪表构成,即测量温度的热电偶或热电阻,测量流量的孔板,测量压力的电动差压变送器或压力变送器等。信号处理部分包括变送器、转换器、变换器等,作用是将传感器的输出信号进行放大、线性化、转换等处理后,变换成标准信号输出给PLC,通过PLC程序的运行,转换为界面可显示的、并与实际值相符的各类值。在本文中经过变送器转换的信号为4-20mA的标准的电流信号输出。
5. 通讯方式
ABB PM581 CPU上除了集成的两个Modbus通讯接口和可选集成的以太网或ARCNET网络接口外,还可最多扩展4个通讯接口:ProfibusDP-V1 、DeviceNet、CANopen和以太网等总线接口。两个串行接口,用于编程、ASCII通讯、Modbus通讯,或CS31通讯(只能用于主站)。
CS31现场总线从1989年研发至今,一直起着承先启后的作用。通过这个总线,把前后多套系统有机的联系在了一起。CS31总线便于设置和通讯简单,总线的连接只需通过三个接线端子来实现,省去其它总线所需的额外连接成本。AC500控制系统的COM1口集成了CS31主站功能。CS31总线是一种点对多点的RS485串行通讯。每个通讯系统由一个主站和最大31个从站组成。通讯距离不加中继为500米,加中继最大可达到2000米。总线带有自诊断功能。通讯介质为: 屏蔽双绞线。
可通过以太网和ARCNET 网进行编程,还可通过DDE和OPC方式和外部进行数据交换。。工业以太网(Industrial Ethernet)是一个用于工厂管理和单元层的通讯系统,被设计为对时间要求不严格用于传输大量数据的通讯系统,可以通过网关设备来连接远程网络。本系统通过以太网与上位机连接,进行编程、界面操作和现实。
6. 结论
本文讨论了基于ABB AC500型PLC的石灰窑过程监控系统的设计与实现。本控制系统是由潍坊中兴电气自动化公司设计制作,已在潍钢生产线上得到实际使用,为企业带来了可观的经济效益和良好的社会效益。在该系统中PLC控制充分发挥了其配置灵活、控制可靠、编程方便和可现场调试的优点,给整个系统的稳定性带来较大的益处。 这种方法对其它生产线或设备的控制有一定的参考作用。
本控制系统功能全面,操作简单实用,提高了劳动生产率,避免了由于操作人员操作失误而造成的事故,改善了现场操作人员的劳动条件,对提高活性石灰生产的管理水平,保证设备安全稳定运行起到了很好的促进作用。






