0 引言
随着工业企业自动化技术的发展,PLC (Programmable Logic Controller,又称可编程控器),以其可靠性、灵活性、优良的性能价格比、使用方便等特点在工业控制领域迅猛发,得到了越来越广泛的应用。
石油焦是铝电解用碳素阳极生产的主要原料。石油焦转运系统,是把贮存在仓库中的石油焦,经过破碎筛分处理成满足煅烧需要的原料,输送到煅前料仓。由于该系统逻辑控制点多、自动化程度高、上下游设备间关联度大,所以选用PLC进行自动控制,并设立上位机进行全系统监控。本文着重讨论PLC在系统中控制功能的实现和上位机监控界面的开发。
1 工艺介绍
石油焦转运站系统主要由天车抓料系、破碎筛分系、提升系、分料输送系、收尘系组成。用来满足煅烧窑系统煅前日用料仓物料供给。主要抓料天车、调速皮带、破碎机、筛分机、输送皮带、斗式提升机、分料挡板等设备组成。其中破碎筛分系、提升系是两套系统,破碎筛分系统可以一备一用,也可以同时工作;提升系实现设备一备一用。工艺流程简图见下图1.
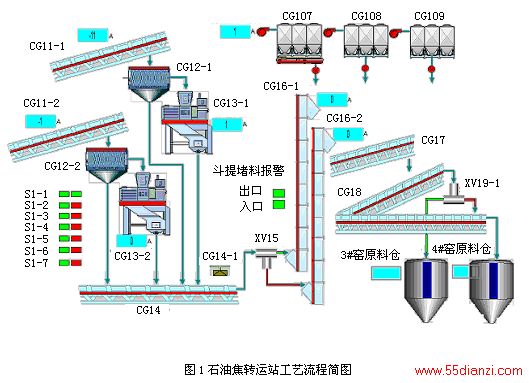
图1石油焦转运站工艺流程简图 2 控制系统设计及实现
2.1 SLC500的特点
SLC500模块化可编程控制器及输入输出模块由罗克韦尔自动化公司生产,产品目录号为1746和1747系列。该系列产品采用框架式结构,为在不同的工业现场使用提供了同样稳定可靠的平台。SLC500系统构成处理器、输入输出模块和相关外部设备。处理器功能强大、使用灵活,并有各种内置通讯方式和不同容量的内存供用户按需选择。根据用户的实际需要,输入输出模块可以非常方便的扩展。同时罗克韦尔自动化提供了便捷的内置通讯接口、种类丰富的第三方专用模块、简单方便的基于WINOOWs平台的编程软件。因而SLC500成为当前市场上最为流行的中小型PLC之一。
2.2 硬件配置
基于SLC的上述特点,本系统采用了美国罗克韦尔自动化公司的SLC505 PLC。系统所需的输入/输出配置是:开关量输入100点;开关量输出50点;模拟量输入5点;模拟量输出2点;在适当考虑余量的基础上,实际的硬件配置如下:
⑴ CPU选用1747-L551;
⑵ 8块开关量输入,共16×8=128点;4块开关量输出,共16×4=64点;1块模拟量输入,共8×1=8点;1块模拟量输出,共4×1=4点;
⑶ 两个机架,分别是10槽和7槽;
⑷ 交换机一台
⑸ 上位监控操作员站一个
⑹ 工程师站一个
2.3 系统网络拓扑
上位机通过RSLINX软件,建立与PLC的联系,可以通过RS232和以太网任意一种通讯方式通讯。本控制系统中,上位机监控操作员站通过以太网借助交换机与PLC进行通讯,设置工程师调试接口,同时交换机预留和其他系统进行数据交换和通讯的端口。网络拓扑图见下图2.
监控软件RSview-SE安装在上位监控计算机,开发出工艺流程界面,通过以太网一方面把设备的状态点取上来,在流程界面上显示;另一方面把操作员发出的操作命令送到PLC,进而通过PLC的输出驱动相应的设备做出动作响应。
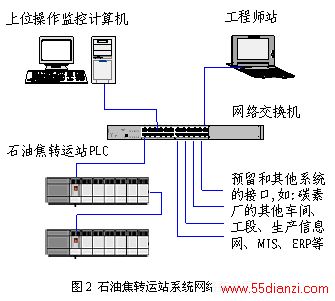
图2 石油焦转运站系统网络拓扑图 2.4 控制系统设计
通过PLC程序完成石油焦转运自动控制系统,结合上位监控操作员站,在主控室实现对现场各个设备、工艺参数的监视、控制、操作、调整。
在程序设计中,考虑上、下游设备之间的关联性,设计了相关的连锁保护,下游设备不运行,上游设备无法启动;代表电机电流大小的4~20mA信号通过模拟量输入模块采集进PLC,送给监控界面显示,控制调速皮带速度的控制信号从监控软件写到PLC,再转换成4~20mA的标准模拟信号控制皮带调速。
在这个系统中有以下几个需要注意、影响整个系统平稳运行的关键问题点:
2.4.1 实现系统设备在线切换控制
根据工艺设计要求,两套筛分系统、两个分料挡板和两台斗式提升机必须可以在线切换控制,即如果其中一套(台)设备出现故障,操作人员可以在不停料的情况下,立即把另外一套(台)设备加入流程控制,出故障的设备退出流程检修。
设计的程序中考虑了在切换系统时,系统上、下游流程继续运行,新进入流程的和即将退出流程的设备有一个时间段是同时运行,具体的参数需要根据实际情况进行整定。这样能确保退出流程的设备里的物料能够完全排出,新进入流程的设备不会造成堵料。
2.4.2 自动停车保护
从安全角度考虑,在输送皮带两侧安装了拉绳开关。在斗式提升机的入口和出口处,安装了堵料报警开关。在设计程序时,编制了如下的保护。
如果有人不小心摔到皮带上或者违犯规定穿越(跨、钻)正在运行的皮带碰到拉绳开关,系统会立即停车,并发出声光报警,提示操作人员前往检查、处理。处理完毕后,按压复位按钮清除故障,系统方可重新启动。
一旦斗式提升机的入口或者出口出现堵料,堵料开关动作,系统会立即停车,并发出声光报警,提示操作人员前往检查、处理。处理完毕后,按压复位按钮清除故障,系统方可重新启动。
在设计PLC程序时,把两个煅前日用料仓的高限报警信号引到PLC程序,一旦煅前日用料仓料位超过高限报警,操作人员没有发现,程序会自动保护性的停止系统。
2.4.3 收尘器的脉冲振打控制
石油焦转运系统中有三个收尘器,为了延长脉冲阀的使用寿命,在咨询厂家技术参数的基础上,设计了收尘器收尘布袋脉冲振打控制的PLC程序。根据生产厂家提供的数据,在设计的PLC程序中采用定时器和计数器,精确地控制收尘器收尘布袋的脉冲振打时间和振打间隔时间,让脉冲阀按照固定的顺序依次振打。
3 上位机监控系统的设计
3.1 RSview Supervisory Edition(RSview -SE)的特点
RSview-SE作为Rockwell Software人机界面软件产品家族的一员,支持诸如安全、画面、报警、操作和报警记录、趋势等等HMI的核心功能,为企业提供集成的一体化的监控方案,为目前市场主流的上位机监控软件之一,广泛应用于冶金、化工、石油、食品、建材、水处理等领域,深受广大用户喜爱。它主要有如下特点:
基于网络的分布式监控、共用的开发环境- RSview Studio、增强的罗克韦尔自动化优选连接方案、直接I/O数据关联、透明的数据集成、画面对象的VBA支持、数据通讯的冗余热备、集成了WINOOWs安全。
3.2 监控系统设计
正是看中了RSview-SE的上述优点,本设计选用RSVIEW-SE上位机监控软件来实现石油焦转运系统的操作员上位机监控。RSVIEW-SE提供了强大的项目组态功能,项目设计者可以利用现有的图形库,建立自己的图形对象,其模块化的设计方法,大大提高了项目开发效率。
上位机监控系统包括系统工艺流程图画面和PC操作台画面。在操作台界面上,设计了所有的操作按钮,防止误操作,相关的按钮进行了集中放置;考虑到操作的方便性,部分设备设计了单动按钮。在工艺流程图界面上,为了能形象的反映现场设备的运行状况,采用动、静结合,不同的颜色表示不同的状态以及平面和立体相结合的方式,建立上位机画面。操作人员可以实时监视和控制整个工艺流程的设备运行状况、主要工艺参数,并可方便的在画面间切换。
在画面上设计了设备的状态,系统启动前,按压试灯按钮,不满足启动条件的设备会出现红灯闪烁,这样检修人员就直接到对应的设备出检查处理,节约故障查找时间,提高效率。
4 结束语
该系统自2004年8月设计调试完成并投入运行至今,系统稳定,运行可靠,使用方便,自动化程度高,降低了定岗人员编制,提高了企业的工作效率;而且该系统具有一定的安全保护能力,受到了用户的好评。同时该系统在现场维护,设备调整和程序修改方便都体现了较强的优越性,因此具有很好的推广应用价值。
本文关键字:转运站 ab-plc应用,plc技术 - plc应用 - ab-plc应用






