介绍
三菱plc在膜牵引和卷取恒线速度
控制系统上的应用案例。
1 引言
提高薄膜收卷质量对塑料薄膜的二次加工至关重要;对于薄而易变形的薄膜的收卷,一个重要的方面就是要实现薄膜牵引和卷取过程当中的恒线速度控制。我们建立了牵引和卷取的恒线速度控制图,构成了由计算机、可编程控制器、变频器等组成的硬件系统,实现了计算机和可编程控制器、可编程控制器和变频器之间的通信。
2 恒线速度控制图的建立
2.1 异步电机在两相同步旋转(M、T)坐标系中的数学模型[1][2]
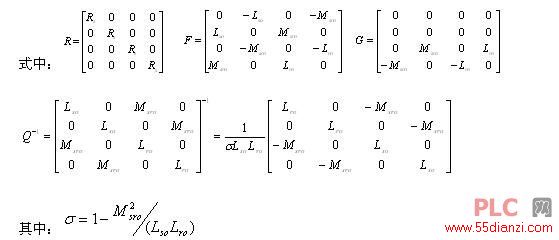
在同步旋转坐标轴系中,电压方程式可用右式表示:[μ]MT =[Z]MT [ī]MT (1) ,
同步旋转轴系上的数学模型为:

式中

分别为M、T同步旋转轴系的定、转子电压和电流;ω3 为M、T轴系的同步旋转角速度,即定子频率角速度;

(转差角频率)。
M、T坐标轴系的力矩表达式为:

2.2 异步电机的状态方程[1][2]
研究一个三相系统时,采用同步旋转坐标轴系,其状态方程中的系统矩阵A和输入矩阵B与θr无关,可以简化求解过程。如果取定子和转子电流I(t),转速ωr(t)为状态变量,定子电压μ,频率ω3(t)及负载转矩TL(t)输入量,则异步电机在同步旋转轴系中的状态方程为:

由式(4)可见,即使在同步旋转坐标系中,异步电机调速系统在一般情况下也是一个非线性系统,应用线性多变量系统理论对式(4)进行线性化,可得线性化后的状态方程:


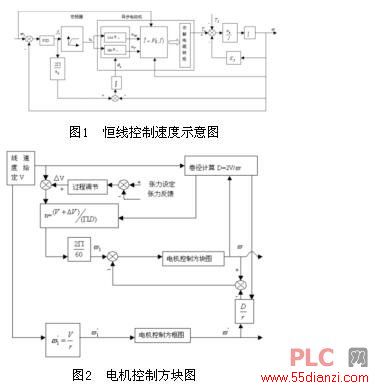
2.3 牵引和卷取恒线速度控制系统示意框图
根据吹塑薄膜牵引和卷取的实际情况[3][4],可画出恒线速度控制示意图,如图1所示。其中

为角速度计算值[5],保证电机按计算出的卷径调节转速并加入张力调节的影响;ω为最终实际输出角速度,反馈至卷径计算单元参与卷径计算。为了镇定系统的张力,对△V 部分的运算,采用了PI计算(过程调节)。
由异步电机的状态方程可得异步电机的控制方块图,如图2所示。其中

是异步电机在同步旋转轴系中的状态方程,ω1为给定的定子角频率,ω为转子角频率,θμ为定子电压矢量

与t轴的夹角。为了消除稳态误差,减少速度跟随误差,改善系统的动态特性,需加入比例、积分和微分校正环节。
本文关键字:通信 三菱 三菱plc应用,plc技术 - plc应用 - 三菱plc应用






