OMRON PLC伺服控制系统在薄板V型刨槽机上的设计
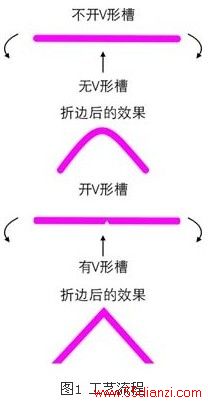
在不锈钢薄板加工成型的生产中,不锈钢板材直接折边成型会在拐角形成弧角的效果,在某些情况下,人们不需要这种效果。如果在进行薄板的折弯加工之前,首先在薄板上折弯处先开出一道v型沟槽,然后再进行折弯,这样就可以加工出来没有弧边的棱角效果,如图1所示。
针对这种应用,人们研制出了“v型刨槽机”,为了提高这种机器的生产效率和加工精度,必须在机器上安装自动控制系统。本文介绍的是笔者用plc+hmi+交流伺服电机开发的针对这种“v型刨槽机”的一种控制系统。
工艺要求
由于在这种刨槽机上加工的板材一般都比较薄,为了保证折边处有足够的强度,刨槽的深度不能够很深,所以控制精度要求很精确;同时,为了提高工件的折弯尺寸精度,对沟槽的长度和位置控制也要精确。综合以上因素考虑:整机的设计精度要达到0.01mm。根据工艺技术特点,工件的加工需要在x,y, z三个方向上分别进行控制。其中x轴:沟槽的长度;y轴:沟槽在板材上的位置;z轴:沟槽的深度。具体要求如图2所示。

控制要求
为了降低对操作人员的文化水平的要求,必须简化参数设定,采用友好的人机对话界面,能够方便的控制机器的运行,能够监视机器的运行状态;
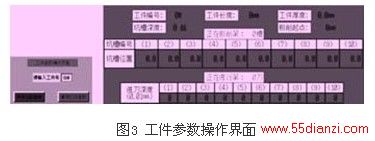
另外为了提高机器的智能化水平,在本机器上开发了具有文件存储和管理的功能。这样就可以方便的以配方的形式进行不同工件加工参数的管理。数据存储要求以工件的编号作为数据组(可多达50组),每一个工件编号对应一组工件的参数:长度,厚度,刨削起点,开槽位置,沟槽深度(一条沟槽最多可以分10刀进行刨削,每一次进刀深度设定范围在0~0.99mm)等等。所有的参数可以随时修改,随时存储。加工时,通过设定工件的编号来调用参数,如图3,也可以按照重新设定的新参数来加工工件。
机器的工艺控制上要求机床有手动和自动功能。手动时,机床每次只在一个固定的位置(可以任意设定)上刨一道槽。自动时,机床可以根据设定的工件号调用长度,厚度,刨削起点,开槽位置,沟槽深度等参数,在板材上自动刨出合乎要求的沟槽。图4示出操作界面。

方案确定
综合以上的要求,由于是位置控制,而且控制精度要求较高(0.01mm),所以应当采用步进电机或者是交流伺服电机作为执行机构。控制系统可以有多种选择:数控系统;计算机+运动控制卡;hmi+plc等。
执行机构的选型
步进电机的优点是价格要比交流伺服电机便宜,缺点是它高速力矩特性较软,会限制运行速度的提高,从而影响机器的工作效率的提高。而交流伺服电机则能够胜任高速运行,所以从提高工作效率的角度来说选择交流伺服电机作为执行机构能够提高设备的适用范围,从而提高设备的市场竞争能力。
控制系统的选型
专门的数控系统优点是功能很全面,适用于复杂的运动控制,价格比较高,最重要的是它对操作人员的要求比较高,而在这里的控制程序单一,不需要操作人员经常的改变控制程序,所以不适合用在小型机床。
微型计算机+运动控制卡这种方案
硬件成本比前者要低一些,但是控制软件的稳定性对操作系统依赖性很强,操作系统一旦瘫痪,将直接影响生产的进行。另外计算机对环境要求高,体积大,可移动性差,不适合安装在小型机床上。
hmi和plc本来就是面向工业环境设计的高稳定性产品,物理尺寸非常适合安装在小型机床上,价格上也比较便宜。控制软件开发采用简单易学的ld梯形图语言,控制系统软件的开发,调试很容易,plc运行非常稳定,几乎不需要程序维护。比较而言:
hmi+plc的方案应该是最好的选择。
硬件系统
系统硬件方案如图5所示。

控制回路
包括按钮,指示灯等。二次回路采用dc24v,串入急停按钮控制动力回路接触器,直接控制供电系统的安全运行。
供电系统
伺服驱动动力电采用ac380v供电,由接触器控制。一台可以输出电压为dc24v的开关电源。提供人机界面电源、plc的输入信号电源。二次控制回路单独使用另一路dc24v开关电源。
伺服动力电源是三相ac220v的制式,所以要提供一台380-220干式变压器,作为电压的转换。
plc电源是ac220v等级的,可以从ac380取一相使用,但考虑到电源隔离以后,电源的质量有一定的提高,对plc有利,因此从380-220干式变压器输出端取两相使用。
hmi系统
hmi是整个机器与操作人员进行交流的界面(见图6),在满足技术要求的基础上要考虑易于操作,外形美观大方。这里选用omron的ns10(10寸)真彩触摸屏,支持全中文显示,荧屏宽大,文字清晰,颜色丰富,操作简单。数据的设定,存储,记录,机器的运行状态监视和控制都很方便。

hmi与plc采用rs232串行通信(sysmac way协议)连接。
plc系统
图7示出的plc是整个控制系统的核心,它联系着hmi和底层现场设备伺服驱动系统的运行,要求性能可靠,功能上要能够方便的实现与hmi和伺服驱动系统的连接。本系统选用omron的cj1m系列小型plc。cpu内置2路100khz高速脉冲输出,实现x轴,y轴的运动控制,此外配置一个nc133位置控制模块,实现z轴的运动控制。开关量输入/输出各选用一个16路输入/输出模块。设备的整个工艺流程的控制主要采用ld(梯形图)语言编写程序来实现。为了实现运动控制的要求,某些地方需要较为复杂的数学运算,为了实现这部分功能,笔者自己用st语言编写并把这部分封装在功能块(fb)里面,供ld调用。

伺服驱动系统
伺服驱动器和交流伺服电机,x轴、y、z轴各一套。伺服驱动系统选用安川的伺服驱动系统,这里采用“脉冲+方向”控制模式,接线从plc或者nc位置控制模块的高速脉冲输出口引出,接入伺服驱动器的脉冲输入口,以及方向信号。
传感器
为了保证各个轴的正常和安全的运行,需要在每个轴的两端分别安装一个接近开关,作为轴的极限位置传感器,防止运行范围超出,造成设备损坏。本设备所有的伺服控制系统均采用绝对坐标,在每个轴上还要单独设置一个零点开关,作为坐标轴的零点位置。
hmi&plc软件系统
在人机界面上开发出以下画面:
主页面。展示生产厂家及机床的信息,力求简洁明了,美观大方;
手动页面。手动模式下的数据设定,管理,控制,监视等信息;
自动页面。自动模式下的数据设定,管理,控制,监视等信息;
确认页面。参数的修改或调用时需要弹出确认提示页面,以保证对工件参数的操作的正确性。主要用在一些关键数据的读取和写入前的确认提醒,防止操作人员对数据的错误读写。
软件采用ld语言编写,并且按照功能做出以下分段,以便于以后的程序维护:
信号输入段。负责输入信号的采集和管理,逻辑的简单转换;
模式转换段。负责管理手动/自动模式的切换,保证系统在两种模式下正常的运行;
数据管理段。负责hmi与plc之间的数据传输,存储和调用管理,还包括传递从hmi上发出的操作指令;
脉冲输出段。负责plc对伺服系统发出正确的脉冲指令,确保交流伺服电机按照规定的方向和位置进行运动;
逻辑控制段。负责整个工艺流程的逻辑控制,对液压等机械执行机构进行控制,保证动作按程序正常执行;
信号输出段。负责所有需要输出的信号进行管理和逻辑转换。
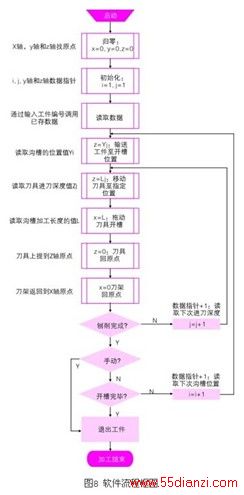
具体软件系统流程如图8所示。