15、停止: X2
16、手动/自动: X0
17、风门加: X4
18、风门减 X5
19、油门加 X6
20、油门减 X7
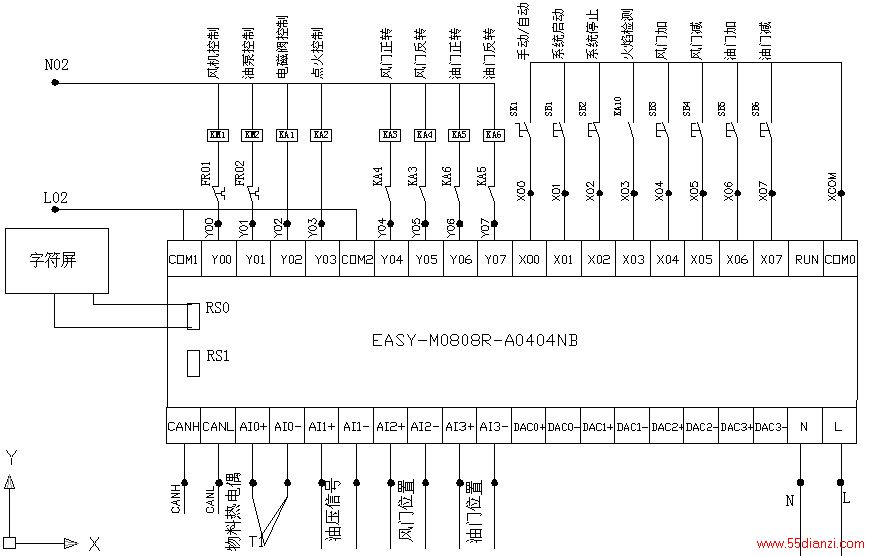
3.3硬件接线图
3.4 软件实现说明
3.4.1自动部分:
结合工艺要求,主程序采用步进阶梯指令编程,实现工艺流程自动按要求完成燃烧全过程。
3.4.2手动部分:
用来进行设备调试及应急处理,用通用梯形图指令编写。
3.4.3相关子程序部分:
温度变换子程序
输出转换子程序
AD值采样滤波子程序。
温度控制自动调节子程序
3.4.4人机界面程序及功能
手自动的调节
参数的设置
温度、压力信号的显示
本文关键字:燃烧器 PLC入门,plc技术 - PLC入门
上一篇:PLC图解 法编程






