在实际应用中,为了减少在线计算,往往通过离线计算形成模糊控制表,将输入值模糊化后,输入模糊控制器即可从表中查到相应控制值,增强了系统的实时性。
3 模糊控制算法的PLC实现
在控制系统中选用了三菱公司的FXon型PLC,模拟量输入/输出模块分别采用12位的FX-4AD和FX-2DA。用PLC实现模糊算法其程序主要有三部分,即输入量模糊化、查模糊控制量表、输出解模糊。模糊算法在PLC程序中是以中断的形式实现的。基于PLC的模糊控制程序实质上为一个查表程序。在实际控制过程中,只要在每一个采样周期中,将采集到的三个输入量的实测误差 分别乘以各自的量化因子
分别乘以各自的量化因子 ,就可以得到用来查找查询表所需的相应论域元素E1、E2和E3。通过查表程序查询离线计算出的模糊控制表,就可以得到输出控制量△U1、△U2,再乘以比例因子ku1, ku2并与前一采样时刻的输出Uk-1相加,就可以得到加到变频器上的实际电压控制量的值,从而改变窑尾风机转速和窑头双管螺旋喂煤电机的转速,具体的流程图如图4所示。
,就可以得到用来查找查询表所需的相应论域元素E1、E2和E3。通过查表程序查询离线计算出的模糊控制表,就可以得到输出控制量△U1、△U2,再乘以比例因子ku1, ku2并与前一采样时刻的输出Uk-1相加,就可以得到加到变频器上的实际电压控制量的值,从而改变窑尾风机转速和窑头双管螺旋喂煤电机的转速,具体的流程图如图4所示。
在程序设计中应注意:
(1)根据情况采用对数据加上偏移量的方法;将带符号数进行无符号处理,以简化计算。
(2)利用A/D模块将输入量采集到PLC的数据存储区,先经过限幅量化处理,判断e和ec是否越限,如越限令其为上限或下限值。否则将输入量乘以量化因子,分别量化为输入变量模糊论域中对应的元素E和EC。
(3)量化因子的确定,并将量化因子置入PLC的保持继电器中。
(4)根据对应的输入模糊论域中的相应元素,查模糊控制规则表,求得模糊输出量,再乘以输出量化因子即可得实际输出量,由D/A模块输出进行控制。
4 结束语
将模糊控制算法与PLC相结合实现水泥窑烧成系统控制,利用PLC实现模糊控制,既保留了PLC控制系统可靠、灵活、适应能力强等特点,又提高了控制系统的智能化程度。该系统在实际应用中控制效果稳定,不失为一种理想的方案。只要选择适当的采样周期和量化因子,就可使系统获得较好的性能指标,从而满足控制性能要求。
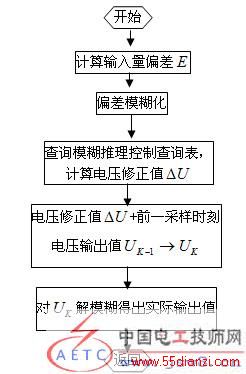
图4 PLC实现模糊控制算法流程图
参考文献:
[1] 李友善,李军. 模糊控制理论及其在过程控制中的应用. [M] 北京.国防工业出版社. 1997:46~77
[2] Holmblad .L .P, and J.J.Osterguard[1982].Control of a cement kiln by fuzzy logic” [J] In:Gupta,M.M, and E.Sanchez,eds.,Fuzzy Information and Decision Process,Noth-Holl and,Amstrerdam,pp.398~409
[3] 王立新.模糊系统与模糊控制教程[M].北京,清华大学出版社.2003.167~171
[4] 刘颖慧 基于模糊理论的电弧冶炼炉的单片机改造[J],微计算机信息,2006,8-2:136-138
上一篇:基于ORBA技术的嵌入式控制器






