【摘 要】 对电力系统广泛应用的GW6-220型隔离开关各部机械尺寸的调整标准及调整方法进行了分析论述。
【关键词】 隔离开关,机械尺寸,调整
0 前 言
GW6-220型隔开关在电力系统中已得到广泛的应用。但是在使用中曾出现过隔离开关机械尺寸调整不到位的情况,从而导致了隔离开关在运行中闸嘴开裂、分闸、接点过热、转动瓷瓶断裂等事故的发生。本文对GW6-220型隔离开关的各部分机械尺寸标准及事故的原因必须进行分析并提出正确的调整方法。
1 隔离开关的调整
因为隔离开关各部分机械尺寸都是相互关联的,因此必须保证各部分机械尺寸达到标准。下面以已投入运行的配CJ2-XG型操作机构的GW6-220型隔离开关为例,按照从下至上的原则进行逐一调整。
1.1 操作机构中止钉与档块间距的调整
在CJ2-XG型操作机构中,齿轮盘位置处有分合闸止钉和档块。其调整标准是:用手转动电机手柄进行分闸或合闸,当终点限位开关刚刚切换时(可以通过给加信号的变化来判断),止钉和档块间的间距应在(8±3)mm范围内。此数值可以通过改变限位开关上部的弹性压片的弯曲度来调整。在限位开关刚切换时,电机手柄能够继续转动3~6周,然后止钉和档块接触,手柄转不动,即说明此位置调整合适。
这样就保证了电机在完成操作断电后,其惯性能够继续带动隔离开关操作机构运动一段时间,使隔离开关各部机械尺寸达到调整位置。同时操作机构的运动消耗了电机的剩余能量,使本身不会受到很大的作用力。这里还有一个问题,就是有时会出现机构中止钉和档块接触后齿轮盘反转的现象,其原因是蜗杆轴向松动,可以采取加装垫圈或紧固蜗杆压板上的固定螺栓的方法解决。
1.2 主极拉杆死点距离的调整
主极拉杆或称一级拉杆的调整标准是,当隔离开关合闸完毕后,一级拉杆的各轴间角度应过死点,即合闸后轴O1在O1′位置(见附图)。其调整方法是改变机构与主轴间连接器的位置。这样做可使机构在分闸后合闸时所遇到的阻力最小;另外,如果隔离开关上部有分闸趋势,给转动立瓶一个分闸转矩,这个转矩将通过相间连杆作用到一级拉杆上,由于其超过了死点,则使得机构主轴只能向合闸方向转动,此时机构中合闸止钉与档块已接触良好,没有继续合闸的可能,从而消除了隔离开关上部分闸的可能性,保证了隔离开关的可靠运行。
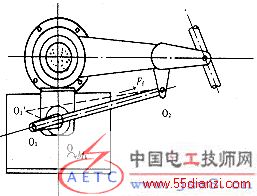
附图 一级拉杆死点位置图(O1OO2在一条直线上)
1.3 传动机构中连杆死点距离的调整
在调整此距离前,必须保证隔离开关在完全分闸后的尺寸满足要求。在隔离开关完全合闸后,传动机构轴O必须过死点1~4mm,且距档块有一细小间隙δ,调整方法:
a.如果三相死点距离均不满足要求,可以通过改变一级拉杆的长短或者改变主轴连接器的位置来实现;
b.如果个别相死点距离不能满足要求,可以通过调整相间拉杆的长度来实现;
c.微调,通过改变弹性装置端部螺杆的长短来实现。
若合闸后传动机构死点不到位,转动立瓶在弹性装置的作用下,将产生一个分闸方向的转动力矩Mf,此时如果隔离开关受到一定的诱因,在其上部产生分闸趋势,转动立瓶所受到的分闸转矩将增加。这就有可能造成转动立瓶做微小转动,使隔离开关闸嘴开裂放电。即使隔离开关闸嘴没有开裂放电,转动立瓶在此转矩的长期作用下,也存在转动立瓶断裂,导致隔离开关分闸的可能性。
若合闸后死点距离刚好达到,从理论上讲,此位置是最好的,在分闸时最省力,此时转动立瓶在上部的转动力臂为零。这时即使有来自隔离开关上部的力作用在转动立瓶上,它也不会转动。但是如果出现某些极端情况,致使死点位置发生变化,将存在两种可能。一种是超过死点;另一种是达不到死点,而达不到死点对隔离开关安全运行构成一定的威胁,所以这种调试结果也是不可取的。
合闸后超过死点。这种调整位置避免了上述两种情况存在的缺陷。因为过死点后,转动立瓶受弹性装置的作用,存在一个合闸方向的转矩Mh,此时如果隔离开关上部存在分闸趋势,则Mh增加,那么转动立瓶将产生合闸方向转动趋势。由于其运动前方有档块存在,使这种转动趋势没有发展的可能,所以隔离开关闸嘴开裂的可能性消失。此时即使转动立瓶断裂,闸嘴也不会出现开裂分闸的现象。
传动机构中的档块既可以使刀闸上部分闸趋势得到遏制,又可使刀闸上部分闸趋势所产生的作用力,施加在支持立瓶上,从而保护了转动立瓶。至于轴O与档块间的缝隙δ,可以通过调整档块上的定位螺杆长短来调整。留有一定的缝隙,是为了保证传动机构在产生微小变化时,档块不受推力作用,即瓷瓶上部不受力的作用。
1.4 触头位置和夹紧力的调整
从母线的横向看,触头的左右位置可以通过改变传动装置中反向连杆的长短来调整。触头的夹紧力必须满足每侧达到490N的要求(可以通过压力计来测量)。调整方法是旋动弹性装置端部螺杆,使顶杆上的红线全部隐没进套筒内。如果调整后夹紧力还不满足要求,应更换弹性装置。
进行此项工作时必须注意两点:一是必须保证机构超过死点距离1~4mm;二是必须保证红线隐没后,弹性装置内部的活塞和套座不能顶住,有一定的间隙。其作用是防止弹性装置活塞随隔离开关分合运动时,活塞和套座顶住产生不可预见的反作用力,使隔离开关各部受力改变。检查方法有两种:一是在隔离开关合闸后,搬动隔离开关支架,如果隔离开关闸嘴能够开裂一小缝隙,说明内部有间隙存在;二是卸下弹性装置,取出内部弹簧,直接量取裕度。若不满足要求,应采取机械加工手段解决。
1.5 整体校合检查
隔离开关在各部机械尺寸调整完成后,还应最后进行整体校合检查,在隔离开关电动操作两遍后,各部机械尺寸均达到标准且无变化,方可认为此次工作结束。
1.6 隔离开关运行中产生变化的可能原因
根据多年来的观察认为,能够使隔离开关在运行中产生状态改变的客观原因大致有:(a)突发外力震动的影响;(b)基础的冻胀上拔;(c)温度变化使相间拉杆变短,造成一相有分闸趋势,一相有合闸趋势;(d)随母线弛度的变化,隔离开关随动触头有上拔的趋势等。
2 结束语
从近年来GW6-220隔离开关事故分析看,发生事故的主要原因是调整不当,同时也存在着尽管机械尺寸调整到位,但随着时间的推移,客观因素影响的加深,使机械尺寸发生变化,进而造成故障。为此必须保证隔离开关各部机械尺寸满足要求,定期进行检查调整,给各转动部位涂润滑脂,这样才能最大限度地保证隔离开关可靠安全运行。
上一篇:高压开关柜的种类及常见故障分析






