中心议题: 解决方案: - 操作温度在250℃~260℃之间
- 铜含量达到大约0.5%
铅在电子工业中有着非常广泛的应用需求,这是因为它的价格比较低廉,同时具有良好的导电性和相对较低的熔点。然而,根据有关的国际公约,特别是欧盟的规定:许多国家和电子产品用户的技术标准都规定,在提供销售的商品中要消除有害材料一一铅的使用。因此尽管它的应用非常普及,但在电子行业中人们还是在不断地寻找铅的替代品。
1 在无铅化挑战中的热风整平技术的思考热风整平(HotAirLeveling,简称HAL)的工作原理是利用热风将印制板表面及孔内多余焊料吹掉,剩余焊料均匀涂覆在焊盘及无阻焊料线条、表面封装器件上面。
热风整平的工艺比较简单,主要是:放板、热风整平前处理、热风整平、热风整平后清洗和检查等。热风整平的工艺虽然简单,但是,若想热风整平出优良合格的印制板还有很多的工艺条件需要掌握,例如:焊料温度、风刀气流温度、风刀热风压力、操作时间和提升速度等等。这些条件都有设定值,但操作时又要根据印制板的外在条件及加工单的要求作相的调整变化,例如:板厚、板长、单面、双面和多层板。它们所采用的条件是有差异,只有熟悉掌握各种工艺参数,根据印制板的不同的类型和要求,进行耐心细致地设备调整,才能用热风整平出合格的印制板。
约10年前,在全世界所有PCB组件中的80%以上仍然采用热风整平工艺技术。3年前,在所有PCB组件中仍然有超过60%的采用热风整平作为PCB表面处理方式。然而到目前为止,绝大多数的研究工作是针对利用化学镀镍浸金(ElectrolessNickellm-mersionGold,简称ENIG)、浸银、浸锡和有机焊料防护(OrganicSolder:Preservative,简称OSP)对PCB组件进行表面涂覆处理。针对PCB组件的无铅化热风整平处理常常被人遗忘。
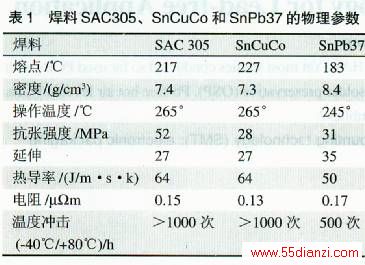
无铅化合金热风整平工艺技术可分为两大类:SnAgCu合金和SnCu合金。尽管说SnCu基合金与SnPb37的熔化点之间有固定的差异(44℃),但当这两大类合金在用于装配和热风整平处理的时候,工艺操作温度的实际差异在10℃~20℃之间。在采用热风整平工艺、波峰焊接和SMT。焊接设备进行操作时,SnPb合金通常在250℃~260℃的温度范围内进行操作,而SnCuCo合金的工艺操作温度在260℃一270℃的范围内,SAC305合金在255℃.265℃的温度范围内。表l详细列举了一些无铅化焊料和SnPb合金的物理参数。
当选择无铅化合金的时候,是选两种成分还是三种成分,应该有不同的考虑。首先,二元合金比起三元合金来在材料方面显得相对简单。其次,在熔点温度方面10℃的差异意味着在通孔波峰焊接应用方面的机会很小,但是同样的10℃在再流焊接加热炉中都显得较大,在再流焊接加热炉中呆的时间相对较长。同样,由于这二类合金能够与所有的其它电路板上的表面涂覆相适应,所以似乎不需要花费额外的费用在含银合金上面,以求能够满足波峰焊接和热风整平的需要。
2 相关的测试工作为了能够产生与SnPb37相媲美的效果,人们在期待理想的无铅化替代焊料时,会要求能够与SnPb37一样润湿铜的表面。美国MetallicResourcesInc公司的技术人员为了验证上述焊料在热风整平中的表现情况,对此开展了一系列的测试和研究工作,下面予以介绍。
美国:MetallicResourcesInc公司的技术人员采用了润湿天平(WettingBalance)作为测试的主要手段。通过对SnCuCo的润湿情况评估,以确定在现有的温度条件下能否达到最理想的润湿效果。该测试项目被作为SnCuCo合金和SnPb37润湿特性之间进行比较的一种方法,测试工作是在一台Metronelec润湿天平上进行的。
利用润湿天平首先对SnPb37材料进行测试,所采用的温度为250℃(为推荐采用的操作温度),从而建立起一个基准值,用来与所选用的无铅化焊料合金进行比较。
对SnPb37合金的测试:
温度:250℃;
最大润湿力:0.32mN/mm:
达到最大润湿效果的时间:0.241s;
在1.125s时的平均力:0.32mN/mm。
接下来,通过润湿天平对SnCuCo合金进行了测试:
温度:250℃、255℃、265℃、275℃:
最大润湿力(mN/mm):~0.30、~0.30、>0.3l、>0.31:
达到最大润湿效果的时间(s):~0.27、0.26、~0.24、~0.24:
在1.125s时的平均力(mN/mm):0.29、0.30、0.31、0.30。
3 对润湿性测试结果的分析在测试观察时间方面将时间段设置为10s,该时间段是两大类材料之间的最小时间划分。对表面涂覆的检查显示SnPb37,就统计意义来说在所有的温度段与无铅化焊料存在着差异。从润湿起始1s开始进行密切的检查,在热风整平和波峰焊接中给予平均2s的接触时间是非常重要的,在再流焊接中较长的接触时间显示了两组之间的差异。在理想的润湿状态下面,为了能够达到最大的润湿效果应该在开始阶段尽可能地呈现出陡升的状态。
SnPb37在它的上升过程中几乎是以不变的斜率上升的。无铅化焊料在250℃-255℃的时候缓慢地开始润湿。在265℃~275℃的时候,上升的速率非常接近理想的形状。对于SnPb37来说焊料的润湿是瞬间完成的;上升达到的最大的润湿力是在0.24lS以内。最大润湿力是可以达到可润湿长度的0.32mN/mm。
对于SnCuCo来说,在265℃的时候润湿现象也是在瞬问发生的。上升的斜率是不变的,它接近教科书上所述的,最大的润湿力略低于0.31mN/mm。对于SnCuCo来说,在275℃的时候润湿现象是在瞬间完成的。它的上升斜率与SnPb37组材料非常的相似,最大的润湿力略微地低于0.31mN/mm。
对于Sn99.5Cu0.3Co来说它的润湿特性曲线可以模拟SnPb37,在SnPb37的基础上面增加15℃~25℃的操作温度。在生产过程中增加预热的温度可以有助于补偿所要求的温度增加,它将有助于控制铜的溶解速率。在增加温度的同时,润湿力也会得到改善,从而与SnPb37相适应。
4 焊料中承载铜的能力人们可以获知在SnPb37焊料操作中能够承载多少铜的重要数据。在J-STD一00l中表示最大的铜含量为0.3%。通过多年SnPb焊接工艺所获取的经验表明,在操作温度在250℃~260℃之间,铜含量达到大约0.5%的时候,会对焊料的性能产生不利的影响。令人感到遗憾的是,对于无铅化焊料合金来说类似的数据还没有建立起来。SnCu0.7中的共熔合金SnCu己经拥有的铜含量大大超出在SnPb焊接工艺过程中能够容忍的范围。
美国MetallicResourcesInc公司的技术人员通过有关设备来确定新颖的无铅化合金与SnPb合金在铜集中方面是否有相互关联。他们将形状大小和重量完全相同的纯铜段材在不同的温度情况下面被放入到具有SnCuCo和SnPb共溶合金的实验池之中。实验池所选择的温度以模拟焊接操作温度为目标。铜片被浸入到流通的焊料池之中,时间为15min。在15min以后铜片被移出,然后从焊料池中取出样品。焊料样品利用发射分光光度计(EmissionSpectrophotometer)进行分析,然后再放回入焊料池中。

数据显示(表2)铜溶解的速度受到温度和己有铜含量的共同作用。当温度增加的时候,溶解的速度也增加,当铜的含量增加时,溶解的速率会降低。从两种合金的数据中可以得出推荐的操作温度(对于SnPb37为250℃,对于SnCuCo为265℃℃),这是特别令人感兴趣的。这两种合金在它们所推荐的温度点上标绘出一根曲线,可以发现它们符合对数回归曲线的特性。
在SnPb37的曲线上显示在0.1%铜含量下面溶解速率呈现快速上升的现象,而当铜含量达到0.35%的时候形成平稳的上升状态,随后当铜含量达到0.40%时,它几乎呈现出一恒定的速率。行业内的经验表明在这种铜聚集的周围,焊料的性能开始发生恶化。当焊料中的铜含量达到0.5%的时候,各种各样不良的现象会发生。
通过从SnCuCo合金上面所获取的数据认识进行推断,当焊料的操作温度维持在265℃的时候,可以预计当焊料中铜含量大约在0.85%的时候可以获得令人满意的效果,当高于1.0%的时候性能会变坏。
一些其它值得注意的现象包括:对于初始铜含量大约为O.3%的未经使用的SnCuCo,与铜含量为0的新启用的SnPb37相比较,在经历各种温度状态下的研究后发现,铜溶解的速度显得相当的慢。
5 铜厚度的减少从现在的推测来看如果热风整平采用高锡无铅化焊料并处在一个较高的操作温度下面的时候,将会从PCB组件上去除大量的铜。为了决定哪些是需要特别关注的问题,美国MetallicResourcesInc公司的技术人员通过热风整平技术对PCB组件开展研究。从研究数据中可以看出,就从PCB组件上面移除铜来说,在SnCuCo合金和SnPb37之间没有什么差异。
在通过第一次的时候,无铅化合金比起SnPb37焊料除去的铜要少。同样,当通过第二次的时候,仅有12.5%和10%被移除,在经历第三次的时候仅有25%和20%的铜被移除(表3)。

[1] [2] 下一页
本文关键字:技术 热风 电子技术,电工技术 - 电子技术






