1 引 言
在高线连轧系统中,由于是连续轧制,且轧制速度较高,相邻机架间物料所受的张力必须得到有效的控制,以保证轧制过程的顺利进行以及得到较好的产品尺寸。而活套控制是一种目前在高线轧制控制中应用较为广泛且较为重要的控制手段。文章重点介绍某中薄板轧制控制系统中自动活套控制系统的PLC系统构成及组态画面,以帮助解决现场实际应用中遇到的问题。
可编程控制器(PLC)是近20年发展起来的新一代工业控制装置,其最初是为了取代继电器控制系统而发明,多用顺序逻辑控制中,如:活套控制、高炉上料、电梯控制、货物存取等;随着PLC技术的不断发展,现已能实现对模拟量的控制,应用于各种闭环过程控制中及构成DCS 。美国AB公司是一家世界领先的PLC制造厂家,生产MicroLogix、SLC 500、PLC5、ControlLogix等多种型号、不同档次的产品,有较高的市场占有率。SLC 500可编程控制器是其生产的一个不断完善的中小型可编程控制器系列,具有功能强大、处理快速的处理器,较大的存储容量(最多可达64K字)和丰富的指令集,能实现多种控制任务;同时处理器自带多种类型的通讯接口:RS-232、DH-485、DH+、Ethernet,可实现远程控制及与上位机的远程通讯;深受工业控制领域的青睐。
2 系统原理
该活套控制系统主要由人机接口HMI监控、PLC过程控制以及AB变频器组三个部分构成,如图1所示。上位机RSVIEW组态软件主要用于系统的监控及动画显示;1756-L63完成逻辑控制及对变频器组的活套计算。
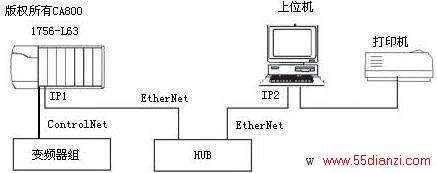
图1 系统原理
在1756 PLC中主要是进行各个活套之间的计算,图2所示为以某一活套的具体控制原理。其中:
(1)活套角度(A):来自活套位置传感器(0-50°);
(2)平衡力函数: 为COS(A)×10;
(3)张力函数: 为33×((SIN(1.4×A)-SIN(0.64×A)-0.107);
(4)平衡力设定值:来自手动或自动设定值[100%相当于:7.8×最大厚度×最大宽度× 机架间距>;
(5)张力设定值:来自手动或自动设定值[100%相当于:最大单位面积张力×最大厚度×最大宽度>;
(6)平衡力系数:使平衡力分量在活套角度(A)= 0度时, 平衡力设定值=100%时,电机转矩为.427(Kg.m),相当于电枢电流117%;
(7) 张力系数:使张力分量在活套角度(A)= 50度时, 张力设定值=100%时,电机转矩为765 (Kg.m),相当于电枢电流210%;
(8)加法器:把平衡力分量和张力分量相加;
(9)限幅器:限制最大电枢电流为200%;
(10)活套臂平衡力:在平衡力设定值=0, 张力设定值=0时改变活套臂平衡力使活套臂平衡。
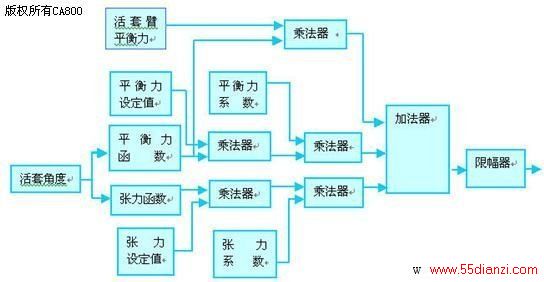
图2 活套计算公式
3 RSVIEW画面组态
RSView是RockWell SoftWare公司的组态软件,它提供集成的、组态化的人机接口,广泛的用来监视和控制自动化设备和过程。它除了可以方便的与ALLEN -BRADLEY PLC进行无缝的结合应用,也可以通过使用OPC的通讯方式与其它公司的设备进行连接。而ODBC(Open Database Connectivity开放式数据库互连)则是由微软推出的工业标准,一种开放的独立于厂商的API应用程序接口,可以跨平台访问各种个人计算机、小型机以及主机系统。ODBC作为一个工业标准,绝大多数数据库厂商都为自己的产品提供了ODBC接口或提供了ODBC支持,这其中就包括常用的SQL SERVER、ORACLE、INFORMIX等。
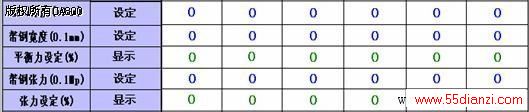
本系统中活套设定画面采用RSVIEW编写,其中主画面如图3所示。

图3 活套设定主画面
本画面主要包括四个部分:
(1)活套运行方式选择,点击L1~L6切换状态(AUTO、SEMI、MAN、STOP),选择AUTO时表示活套张力平衡重由上位机设定(上位机投入时);若没有上位机设定时各活套必须选择为SEMI(半自动设定)方式,选择MAN方式表示仅在停车时靠手动起套,启车后不自动起套(不推荐使用),选择STOP时表示本活套不起套(相应的,本活套的套高闭环也不会投入)。

(2)套高设定区:第一行为设定值输入,设定值为活套要求高度(角度),每次输入后按回车键(Enter)确认,都设定完毕后请按画面上确定按钮.然后看第二行设定反馈值是否已经显示为要求值,如果不是,请重新在第一行设定并按确定按钮.第三行为当前活套高度反馈值显示,与其他画面同。

(3)张力平衡重设定区:由于张力平衡重是靠带钢厚度宽度张力值等计算得来的,所以每次换规格都要进行重新设定 L1~L6对应的分别是出口厚度分别是F1~F6的出口厚度,输入厚度单位为10um,比如F1出口厚度为16.4,请输入1640。输入后请按回车确认。带钢宽度单位为0.1mm,比如轧450mm宽的带钢,请输入4500。输入后按回车确认。带钢张力设定值单位为0.1Mp,比如3.0Mpa,请输入30,输入后按回车确认。平衡力设定(%)及张力设定(%)为程序中经过运算所得出的平衡立及张力百分比。
(4)画面的最后两行是起套瞬间电流限幅(一般可不必更改,但必须保证同本画面上所给数值接近)和由张力平衡重给定计算出的电流限幅给定值,不可更改。

(5)画面切换区,功能同其它画面。

4 结束语
在本系统中,制作监控系统的关键是设置与PLC的通信和建立数据库,RSView提供的OPC通信设置十分方便易行,PLC数据库导入功能,大大减小了建库的工作量,足见该软件的实用性。而对PLC控制算法而言,了解活套工艺是必不可少的。
上一篇:西门子变频器在烧结配水中的应用






