1 引言
目前,我国水泥工业多数工厂采用传统湿法水泥生产线,设备落后,生产效率不高,自动化程度低,能耗大,环保问题严重;全干法水泥生产线,一次性投资过大,难以符合我国国情。湿磨干烧水泥生产线吸取湿法、干法二者的优点,在传统的水泥行业改造方面有很好的发展前景。
我们采用Honeywell C200型DCSPlantScape系统研制开发了浙江某水泥厂湿磨干烧水泥生产线自动控制系统,并在此基础上利用底层具有运算功能的控制器,实现了具有自学习、前馈功能的智能控制算法,并成功用于实际生产过程中,取得显著的经济效益。
2 湿磨干烧生产线自动控制系统
2.1 DCSPlantScape系统简介
PlactScape C200型DCS系统是美国Honeywell公司新推出的一套功能完备、技术先进DCS系统。它的软件开发系统由Display Build、Control Build和Quick Build构成。Display Build用于开发操作站控制界面;Control Build用于编制设备控制程序,下载到底层控制器对现场设备进行控制;Quick Build用于系统管理组态。
由于系统提供了较为丰富的图库,用DisplayBuild开发的用户界面简洁、实用美观、立体感强,并支持动态图象功能。与传统的梯形图相比,ControlBuild采用最先进的功能逻辑图形式,组态功能强大,操作与调试简便。该系统可靠性高,软件具有很强的自诊断、冗余、校验、互锁、纠错等功能,通讯设备检错、容错能力强;扩展性好,标准化的网络TCP/IP协议和ACCESS数据库利于系统高层互连;开放的网络Client/Server结构,支持系统远程工程、冗余服务器,网络动态数据交换(DDE),强大的报表功能和通用的数据格式,有利于办公自动化的实现;开放略。
2.2 系统硬件构成与冗余
整个控制系统分为中央控制室和窑头、窑尾两个现场控制站。如图2—1所示。
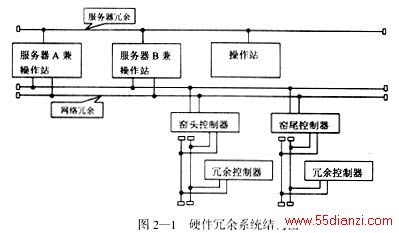
其中窑头现场控制站用于控制窑头设备,包括窑头电收尘、蓖冷机、喷煤装置、一次风机等;窑尾控制站用于控制窑尾设备,包括料浆过滤、烘干破碎机、回转窑主传、辅传电机、高温风机、窑尾电收尘、烘干破喷水降温系统等。整个控制系统的规模为714点。
2.3 系统软件设计
在Windows NT4.0平台上,根据工艺、设备的控制要求,我们利用控制组态软件Control Builder开发了窑头,窑尾各设备的CM(Control Module)和SCM(Sequence Control Module)控制模块,包括单机启停、设备组连锁启停、设备互锁、闭环回路控制、重要AI/AO参数监控、设备运行状态监视等。利用Dis-play Builder开发了一系列操作站界面,包括系统总图、窑头工艺流程图、窑尾工艺流程图、烧成窑中、料浆过滤、喂煤系统、窑头窑尾电收尘、辅助翻窑、回路控制等。每幅页面除含有必需的信息之外,还设有快捷按钮,以便实现页面之间的快速切换。
另外,基于PlantScape提供的基本功能,我们还开发了报表打印、历史曲线显示、交接班日记、紧急事件报警、对设备操作或其它操作触发的事件记录等功能。
3 先进控制策略的软件实现
整条生产线有窑头罩负压、窑头喷水、回转窑转速、蓖冷机冲程、分解炉温度等控制回路。通过现场调试,我们发现除分解炉温度外,其它控制回路利用系统提供的常规PID模块即可满足工艺要求。分解炉是一个具有时变、滞后,且严重非线性特点的控制对象,温度要求控制在870±30℃内,温度过高,分解炉出口易出现烧结堵塞现象;温度过低,生料分解不充分,影响水泥质量。采用PID的控制效果很不理想,控制误差有870±50℃,而且经常出现失控现象。实际上,分解炉的温度受诸多因素的影响,其中生料流量、煤粉流量和风量影响最为显著。在产量一定时,风量一般变化不大,但由于在湿磨干烧水泥生产工艺中,生料是以料饼的形式非连续的进入烘干破碎机,从而造成生料流量的波动,成为分解炉温度失控的主要因素。
针对分解炉受控对象的特点,我们采用了多控制器集成的智能控制策略:在分解炉设定值附近用自学习PID控制器;若因大的扰动使温度偏离设定值较大,用多值逻辑控制器;由于分解炉炉中温度能够反映分解炉出口温度变化的趋势,因此取分解炉炉中温度为前馈控制变量,具体实现算法如下:
3.1 自学习PID控制器
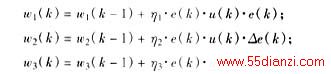
取误差e(k)=Tsp(k)-T1(k);误差变化量Δe(k)=e(k)-e(k-1);二次误差变化量Δ2e(k)=e(k)-2e(k-1)+e(k-2)。其中Tsp(k)为分解炉出口温度设定值,T1(k)为分解炉出口温度测量值。有:

w1、w2、w3为归一化权值。利用Hebb-Delta学习规则进行权值修正,
由于PID控制器主要用于进入平稳态后的阶段,取Δu1(k)=α·u1(k),α为调节速率。
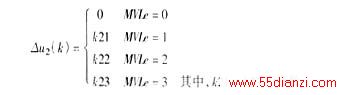
3.2 多值逻辑控制器
将误差e(k)量化为MVLe,多值逻辑控制器的增量算式为:
3.3 前馈控制器
因炉中温度测点靠近生料入口和煤粉入口,其图3—1 F(t1,t2)和F1(t1)的时序图
图4—1 分解炉出口温度实际控制曲线 图3—2 分解炉温度控制图
温度变化明显超前于出口温度变化,超前时间在1~2min范围内变化。因此,取分解炉炉中温度的变化量对出口温度进行前馈控制。

其中,K3为前馈比例系数,ΔT(k)为分解炉炉中温度变化率。
3.4 集成综合控制器
综合控制器增量输出公式为:
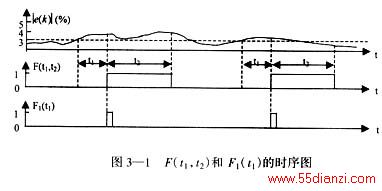
其中F(t1,t2)为大误差标志位,F1(t1)为脉冲标志位,F(t1,t2)、F1(t1)时序如图3—1所示。
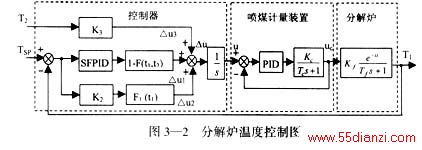
当|e(k)|>3%并持续时间t>t1后,F(t1,t2)置位为1;t>t2后,F(t1,t2)复位为0。取F(t1,t2)的上升沿作为标志F1(t1)=δ(t1)。在F(t1,t2)为0时,自学习PID控制器起作用。Δu1(k)累加到综合控制器输出;在F(t1,t2)为1时,自学习PID控制器不起作用,Δu1(k)=0。F1(t1)为脉冲,每个脉冲Δu2(k)累加到综合控制器输出一次。喷煤计量装置和分解炉一起作为综合控制器的控制对象。因前馈控制对分解炉炉中温度变化具有抑制作用,故Δu3(k)无论F(t1,t2)和F1(t1)的状态如何,都累加到综合控制器输出。综合控制器框图见图3—2,其中喷煤计量装置为成套设备,其执行机构为一阶惯性环节,带有常规PID控制器。用Control Build编程实现上述算法,利用CM模块形成采样周期和大误差标志等,利用SCM模块进行算法运算。
4 应用效果与结论
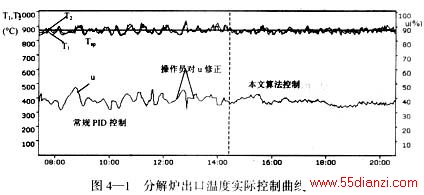
在某水泥厂分解炉出口温度控制回路中的实际运行结果表明,采用常规PID控制,温度波动±50℃;采用本文方案,温度波动不超过±30℃。如图4—1所示,设定值Tsp=870℃,T1为分解炉出口温度实测值,T2为炉中温度,u为控制量。与利用API函数编制用户算法在主服务器上运行相比,该方案克服了采样和控制周期受计算机负荷影响而变化的缺陷,而且不受通讯影响,工作稳定可靠,安全性好。综合控制器手动/自动切换时无扰动。
由于我们开发的湿磨干烧水泥生产线自动控制系统运行可靠,各回路控制精度很好的满足生产工艺的要求,尤其是我们利用系统控制组态软件实现了高级的控制策略,解决了生产实际问题。






