一、首先对漏点处接头表面进行清理,使之无发泡料、油迹、胶和污垢,呈现出金属光泽。可以用粗砂纸打磨,然后用酒精等溶剂清洗表面,表面务必处理干净。

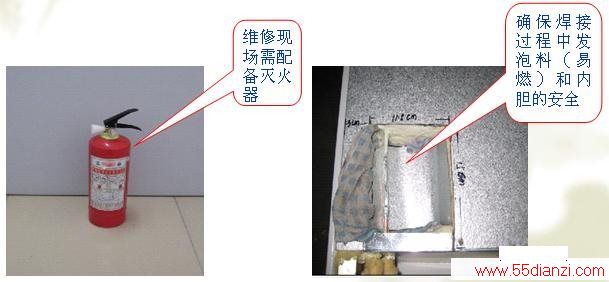
二、由于冰箱发泡料易燃,在开口及内胆四周必须放置湿毛巾,在湿毛巾上面再放一块剪接下来的背板铁皮,以保护内胆和发泡料在焊接中的安全。
三、选用小号焊具,调节火焰为中性焰,预热补焊部位(主要加热耐温较高的铜一侧)和铝焊条,温度控制在80℃~100℃,然后集中火焰,加热补焊处,同时将焊条靠近火焰,保持焊条温度。当发现加热处有微小细泡出现时,迅速将焊条移向补焊处,焊条向补焊处轻轻一触,火焰马上离开焊接处,焊接结束,用水将渣清洗干净(焊剂具有腐蚀性)。
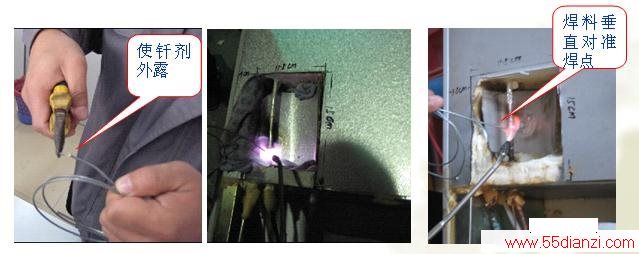
焊接时,将铜铝焊条的焊剂外露,焊条垂直对准焊口,以保证焊条中的助焊剂充分与焊口相溶,当焊料融化并环抱铜管时,既可快速将火焰移出加热区。
焊接时间不能过长,因熔点太低时间过长容易导致铝管管壁融化或变薄,打压极易泄漏。焊接完毕,要等二、三分钟管子冷却后才能接触,否则焊点易漏。
四、如果第一次焊接失败,且铝管已融化变形,则需要割开管路焊接,焊接方法如下:
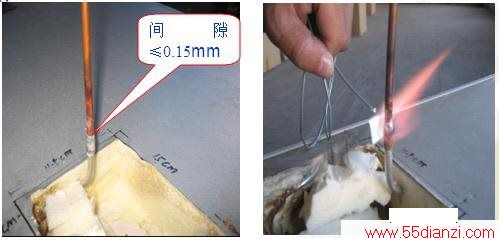
将割开的铝管向上翘起,用扩口器对铝管扩口(6mm)将长50cm ,直径6mm铜管插入铜管,要求插入深度约8-10mm ,铜铝接头间隙在0.05mm-0.15mm之间。焊接后,将管路整理,焊接在压缩机回气管上即可。
五、管路全部连接后,即可对系统打压氮气,对铜铝焊点检漏,以验证密封效果;
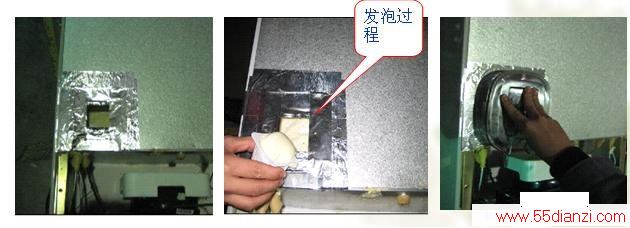
六、为了保证箱体发泡后干净,用普通铝箔胶带在开口周围贴一层,再横向、竖向各贴两道,只在中间留一个约50X50(mm)的注料口。
将黑料、白料(发泡料)各约50克放在干净的容器内快速搅拌,待搅拌均匀,开始有膨胀迹象时将发泡料倒在开孔处,用一块废弃的平板盖住注料口,待发泡料膨胀后,压紧平板提高发泡料密度。
将发泡料冲注口用铝箔胶带封上,然后将背板盖用螺丝上紧;
将冰箱立起后,重新抽空灌注制冷剂。

上一篇:冰箱冰柜冰堵之我见






