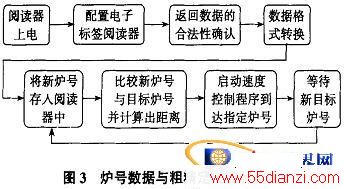
无线通信采用主从式无线通信方式完成各站间的信息传送与接收。无线载波频率406. 6 MHz ;频道间隔25 kHz ;频率稳定性< ±1. 5 kHz ;通信速率9 600 b/ s ;通信方式为半双工协议;发射类型F1D。电子标签中存储的炉号数据与粗精定位控制流程如图3 所示。
3.2 控制流程
推焦车:由主控计算机下达需推焦的目标炉号,从站1 依据炉号电子标签的数据控制推焦车的运行状态,到达指定炉号。推焦车对位正确后,进行工艺上的顺序控制,使推焦杆精确定位。当接收到允许推焦信号后,开始推焦。推焦结束后,使平煤杆精确定位。当接收到允许平煤信号后,完成平煤,等待下一循环。
拦焦车:由主控计算机下达需拦焦的目标炉号,从站2 依据炉号电子标签的数据控制拦焦车的运行状态,到达指定炉号。拦焦车对位正确后,进行工艺上的顺序控制,使导焦栅精确定位,发出允许推焦信号。当接收到导焦栅退出信号后,完成导焦栅后退,等待下一循环。
加煤车:由主控计算机下达需加煤的目标炉号,从站3 依据炉号电子标签的数据控制加煤车的运行状态,到达指定炉号。加煤车对位正确后,进行工艺上的顺序控制,开始加煤,加煤结束时,发出允许平煤信号。之后,从站3 继续控制加煤车到达煤塔,进行补充煤料。完毕后,等待下一循环。生产控制工艺要求:3 大机车必须在长达60 m的运行轨道上实现多达195 个工艺位置点的自动识别,识别位置偏差精度不大于8 cm。只有这样才能实现机车之间的联锁控制,从而避免3 大机车发生错位事故,而且还为精确定位控制机车启停和加减速运行创造了良好技术条件,从而实现高效机车控制系统。
4 结束语 RFID 技术自2002 年6 月起在济南钢铁集团总公司焦化厂5 # 焦炉投用以来,大大提高了焦化生产的自动化程度,避免了人为的操作失误,提高了劳动生产率,系统故障率极低,成效显著,是一项值得大力推广的高新冶金工业控制技术。
上一页 [1] [2]
本文关键字:技术 射频技术-RFID,通信技术 - 射频技术-RFID






