3 割炬定位结构系统图
割炬定位机械结构是由霍尔传感器、水电缆、微动开关、触头、上夹紧盘、割炬夹、压缩弹簧、下夹紧盘、信号线、丝杆、直流电机组成。上夹紧盘、下夹紧盘和压缩弹簧夹紧割炬,割炬穿过割炬夹圆孔。割炬夹圆孔直径比割炬直径稍大一些,这样可在夹圆孔中上下活动。由于弹簧和重力的作用,割炬平稳垂直地放在割炬夹圆盘上,水电缆穿过霍尔传感器,霍尔传感器采集切割变化的电流,如图5所示。割炬定位时向下运动,割炬碰到钢板后,钢板顶起割炬,这时割炬与割炬夹产生相对运动,弹簧被压缩,直到割炬触头碰到微动开关L1。L1闭合产生的触发信号通过信号线传给自动高低调节器,通过触发单稳延时电路,产生割炬上升定位时间,也是直流电动机反转提升割炬时间。由于割炬的提升,压缩弹簧逐渐恢复,如果事先通过自动高低调节器设定割炬提升时间常数,从而确定割炬提升后割炬与钢板的距离,获到割炬与钢板的最佳起弧距离。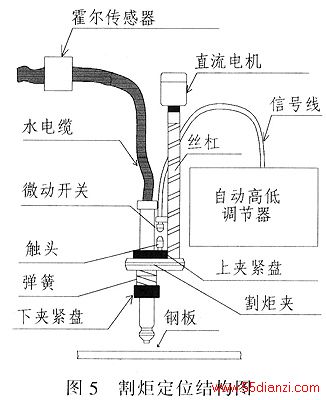
4 调试与使用
系统使用前应进行电路自检。首先打开电源开关,这时电机提升,D36点亮,说明D单稳态3引脚输出高电平;按下SB1和SB2,割炬上升或下降,说明F1和F2振荡器和功率驱动正常:自动/手动开关K3置于自动状态位,按下SB3按钮,D36先点亮,瞬间熄灭后,D37点亮,接着熄灭,说明G1和G2定位系统正常;K1和K2分别打在1和2位置,调节VR1电位器,如果三位半板表有电压变化指示,说明运算放大器C1和B正常;板表测到一个电压值,再左右调节VR3电位器,如果D19和D20交替点亮,说明比较器E正常的。
K1打在1位置,K2打在2位置,K3在手动位置,启动起弧测量。如果板表测量值在3 V和8 V之间,将K2设在3位置,并调节VR3,使电压介于3 V和8 V之间,然后把K3打在自动位置,就可以测量。
根据实际情况霍尔传感器可选型为:40 A/4V,60 A/4V,80 A/4 V,100A/4 V,120A/4 V,160 A/4 V,200 A/4V,300 A/4 V。霍尔传感器与高低调节器之间连接,应使用屏蔽电缆,屏蔽线接地,以免等离子起弧时,空间的强大电磁干扰把霍尔传感器里面的电路击穿而损坏。
5 结束语
霍尔传感器应用到数控切割中是等离子切割机一种新的调节方法。这种方法不但切割后工件质量好,精度达到要求,同时还减轻了操作者的劳动强度。该系统设计不但可用于常规的套料切割,还可以用于水下套料切割,省时、省力、自动化程度高,安全可靠,通过多年的实际应用,使用效果良好。
本文关键字:霍尔传感器 PLC入门,plc技术 - PLC入门
上一篇:PLC控制的机床设计步骤






