电机绕组嵌线、接线完成后,便可进行整形与绑扎。
(一)绕组端部整形
绕组嵌、接好线后,在绑扎之前要将线圈端部排列整齐,同时仔细检查端部绝缘,如有移位、滑脱和损坏的要矫正和修整。然后在线圈端部内侧在敲棒的衬垫下用橡皮锤轻敲,一般在相邻两 图1-6-7 绕组端部敲成喇叭口状绕组交叉处敲打,使定子绕组端敲成整体,有利于散热和增强机械强度,绕组端部外呈抛物线张开的弧形喇叭口状,有利于安装转子和散热,见图1-6-7所示。

(二)绕组端部绑扎线的位置
各极相组之间的跨接线,各相的引出线在接线前事先应对它们的合理排列进行规划。
在这些线头焊接完毕、包好绝缘、套上绝缘套管、完成绕组端部整形后,用蜡线或白布带牢固地绑扎在绕组端部的顶上,如图1-6-8所示。有些二极电机绕组端部伸出定子铁心过长,与端盖距离已很接近,连接线就不能再排列在绕组端部的顶上,可考虑将连接线排列在绕组外侧,如图1-6-9所示。

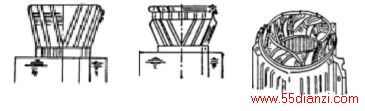
图1-6-8 端部连接线顶部布置 图1-6-9 端部连接线外侧布置
(三)绕组端部包尖
对于功率较大或二极电机,由于线圈绕组端部尺寸较长,为了避免电机起动时受电磁力作用产生振动而损坏绝缘,因此在每个线圈绕组端部都要用丝绸带包扎,即俗称为“包尖”处理。包尖的长度约为端部轴向长度的三分之一。包尖时,线圈的引出线可同时包扎于线圈端部弧线部位,但不能将引出线头包入转角鼻端。
本文关键字:异步电机 经验交流,电工技术 - 经验交流
上一篇:异步电机绕组的嵌线方法






