4、SIMATIC NET系统
它采用以下结构:
(1)工业以太网(PINEC H1)
是为众人接受的总线系统,它可为每个以国际标准(以太网)为基础的区域层或单元层联网。
(2)PROFIBUS
是一适合小型机和中型机领域的总线系统,它以PROFIBUS为基准,PROFIBUS 与EN50170 Volume2相一致。
(3)AS -Interface
是用于最小型机领域中现场的二元传感器和执行器的网络系统。SIMATIC成功地融入SIMATIC NET网络风景线中;通过自身固有的接口或通讯模块,它可与PROFIBUS和工业以太网相连。
(4)多占接口MPI
是SINEC L1的继承者,MP以低成本,高效率的方式实现由简单到复杂的HMI系统的联网,设备/PC机的编程和SIMATIC系统的扩充。另外,功能强大的通讯模块也可用于点对点的连接。
(5)点对点接口PPI
可用于SIMATIC S7-200中,该接口使用户能与许多不同的节点进行通讯。
二、网络控制系统在硫化机上的应用
根据用户习惯和网络控制技术发展趋势,我们制作了三套硫化机网络控制系统,目前,大部分轮胎厂硫化机PLC采用的是OMRON PLC及三菱PLC系统。所以我们在下面的应用中着重介绍这两种网络系统。
1、对于硫化机的网络控制需要达到下列要求:
(1)各种硫化工艺参数如外温、外压、内温、内压、左右定型压力、胶囊使用次数、硫化时序确定、轮胎致词化条数、班次、产量等都需要通过PLC直接(或间接)存入作为上位机的计算机中。
(2)对硫化机的关键参数如外温、外压、内温、内压等数据曲线可随时通过打印机打印出来,该部分参数也可以通过光盘刻录机录入保存,以方便随时查看和打印。
(3)对于上位机辅件必须备有打印机、不间断电源,为了保证硫化机的不间断运行,上位机可采用一台备份,以防止当其中一台上位机出现故障时,另一台随时可以投入运行。
(4)网络软件系统具有较强的权限设定,一般人员不能对硫化机的参数设置和读取数据进行修改。
(5)上位机具有可靠的品质,保证24小时运行,根据用户的要求可采用国内外知名品牌的计算机。上位机硬盘具有较大的容量,以便能存储较长的时间的数据(硬盘容量可根据硫化机台数来确定)。
(6)网络系统采用交钥匙的方式最终由用户验收交付使用,设备研件保质期一年,并将软件控制手册及维护方案交由最终使用者,对于用户的系统升级将优先予以考虑,并预留管理级网络接口。
2、硫化机网络控制系统应用实例介绍:
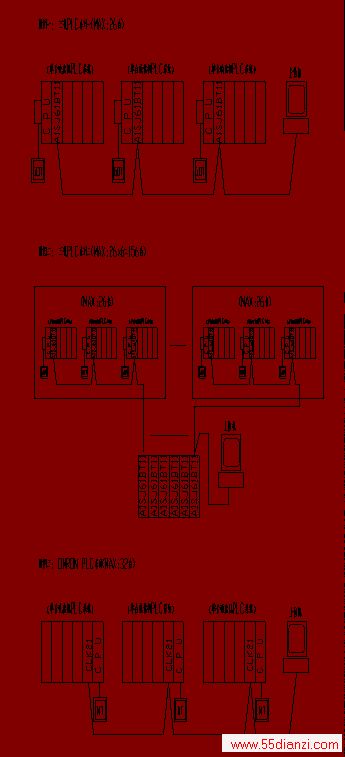
(1)三菱PLC系统(见附图一、二)
技术要求如下:
名 称
数 量
要 求
开关量输入DI
70
直流输入
开关量输出DO
57
直流输出
模拟量输入AD
6
4-20mA测量左、右定型压力,左、右外温,内温,内压
模拟量输出AO
2
4-20mA控制左、右外温
CPU
1
实现PID功能
要具备CL-LINK网络功能。主要配置如下:
型 号
规 格
数 量
A2ASCPU
I/O1024点,带有PID运算
1A1SX40
16点/块
5A1SX10
16点/块
4A1S68AD
8路/块
1A1S62DA
2路/块
1A1SJ61BT11
主控/本地模块
1该配置在性能/价格比上为最佳方案,(每个工厂的工艺要求不同,可适当增/减DI、DO、AD、DA模块),单机的显示用三菱触摸屏(GOT),和PLC连接可直接接到PLC的扩展口。
该网络的站间连接采用带屏蔽的双绞电缆,上位机采用品牌计算机。具有高速控制、最理想的分散配置,用途的扩充,提高系统的可靠性,维修保养性等、性能,因此在稳定性,兼容性和系统升级都有具有较大优势。
(2)OMRON PLC系统(见附图三)
技术要求如下:
名 称
数 量
要 求
开关量输入DI
67
直流输入
开关量输出DO
55
交流输出
高速计数
1
增量型偏码器
模拟量输入
8
4-20mA测量左、右定型压力,外温,外压,内温,内压,左、右进内温
模拟量输出
4
4-20mA,控制外压,外温,左、右定型
CPU
1
实现PID 功能
要具备Controller Link网络功能主要配置如下:
型 号
规 格
数 量
C200HE-CPU42-E
I/O7.2K字,带PID运算
1
C200H-ID212
16点/块
5C200H-DC225
16点/块
4C200H-AD003
8点/块
1C200H-DA004
8点/块
1C200HW-LLK21
Controller Link单元
1C200HW-COM01
通信单元
1C200HW-COM01 通信单元 1
该网络采用双绞线电缆构成简易的PLC网络,完成大容量的数据链接。单机显示用OMRON触摸屏(NT),这种网络由安装在上位机扩展槽口上的控制链接支持板(ISA总线)和C200HX/HG/HE或CV系列上的控制器链接单元组成。是一种新型的点对点(PEER TO PEER)计算机网络,具有简单、高效、低成本的特点。
三、结束语
在硫化机控制系统中采用网络控制,不单纯是技术上的先进性和管理的糸统性,更重要的是它给用户带来巨大的经济利益,帮助用户在企业创造价值的各个环节,从设计、安装、调试、运行到维护等,节省大量开支,降低成本,提高产品质量,确保安全生产,从而使企业的经济效益和市场竞争能力达到新的水平。另,在今年底,我们即将推出工控硫化机控制系统,该系统最大特点,取消PLC部分,硫化机程序全部模块化,操作采用大屏幕CRT触摸屏多媒体系统,(类型于银行的柜员机取款系统),故障显示一目了然,硫化动作过程条件、操作过程具有画面提示。成本低廉,操作方便,配置统一,将是本系统手最大特点。
上一篇:铁路信号计算机联锁系统的研究






