由图5 a)可知,驼峰曲线中的极小值点B出现在vc=30min/min附近,较明显,但极大值点C并不明显,应在vc=50-75min/min之间。由图5 b)不难看出,极小值点B也在vc=30min/min附近,而极大值点C则出现在有级调速时的2点之间,从而说明了无级调速可以清晰完整地得到切削力与切削速度的驼峰曲线。
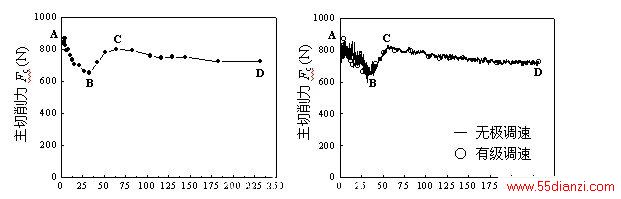
切削速度vc (m/min) 切削速度vc (m/min)
a)有级调速时的Fc-vc关系曲线 b)无级调速时的Fc-vc关系曲线
图5 实验效果对比情况
除此之外,由图5 b)还可知,电机和齿轮在低速运转时,略有振动,加之,积屑瘤周期性的产生和脱落,综合原因导致A-B段切削力信号波动较大;B-C段,电机和齿轮运转速度提高,振动减小,积屑瘤逐渐消失,使切削力信号波动减小。
6结 论
(1) 为了得到切削速度连续变化时切削力的驼峰曲线,采用台达变频器对机床主电机进行无级调速,设计了附加控制电路,易于变频器的进入和退出,使用变频器后,主轴转速由电机工作频率和调速手柄共同决定;
(2) 无级调速可使切削速度不受工件直径变化的影响,经实验对比,无级调速时可以清晰完整地得到切削力与切削速度的驼峰曲线;
上一篇:用于工业自动化的灵活I/O连接器






